While researching on the chemical company there are many factors taken into consideration, but a few of them play a crucial role in the future developments of the company. The growth of any business is dependent on the income generation and profit expansion. This could be met through increasing the capacity or operating in low volume high value products.Similarly in the chemical industry, scaling up plays a crucial role in determining the growth of revenues, however working in niche chemistry with high expertise results in margin expansion.
The key drivers for growth in the chemical industry are as follows
- Classification of chemistry
- Execution capabilities
- Process innovation
- Handling hazardous chemicals
To understand the products of the company, it is important to understand the chemistry it operates in. Chemistry is the study of matter. Matter could be made of elements or compounds which are further classified into metals (iron, copper, magnesium) , non-metals (carbon, nitrogen) and halogens (fluorine, chlorine, bromine).
The different types of chemistry which is performed in the industry are
- Organic chemistry
- Inorganic chemistry
- Biochemistry
In layman’s terms, organic chemistry has carbon and hydrogen chains whereas there is no presence of these elements in inorganic chemistry, however there are a few exceptions. Biochemistry is the study of reaction in the living organism ,for eg: enzyme chemistry. The chemistry of any chemical company involves-
Element/ Compound + Functional group —> Reaction products

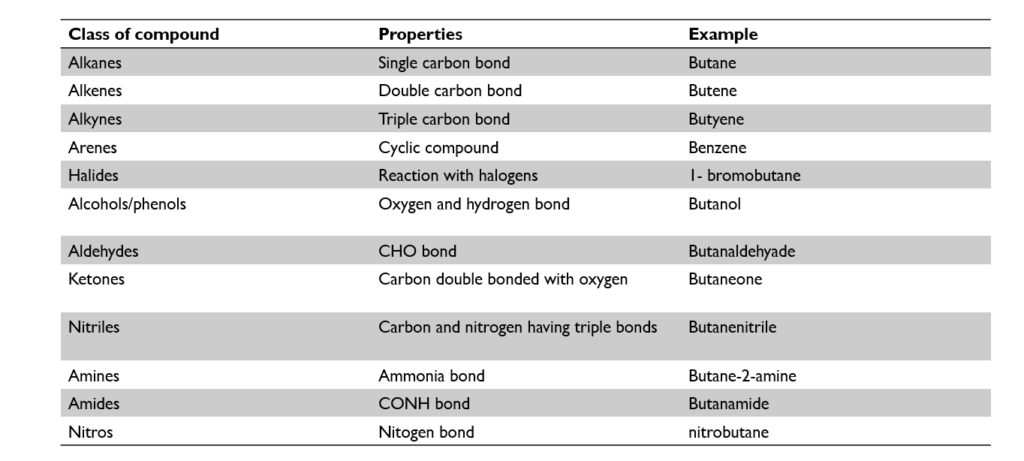
The functional groups are chains of carbon and hydrogen atoms in different compositions which helps in determining the properties of the final product.
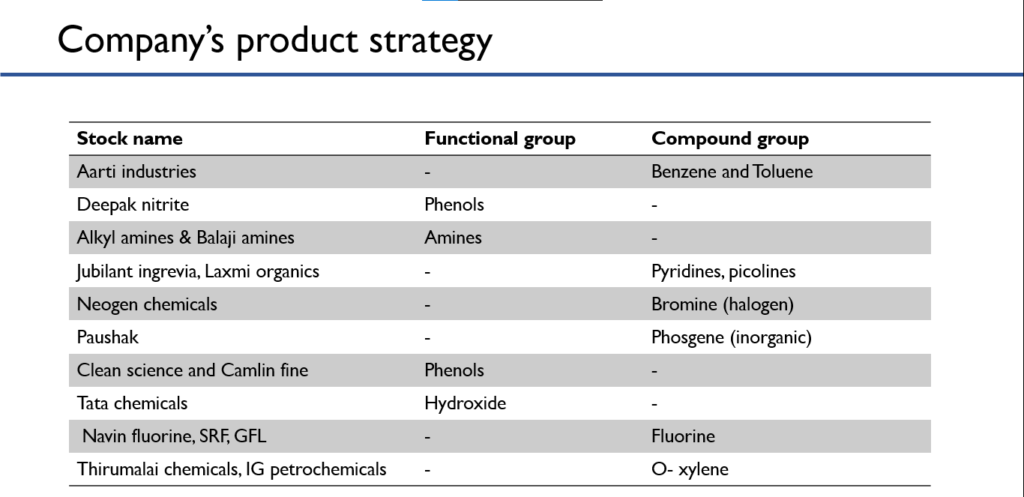
The company selects an element or functional groups and uses that to make a chain of forward integrated products. Operating leverage plays when the capacity is scaled up because the raw material used is the same and the value chain of the products keeps on increasing.
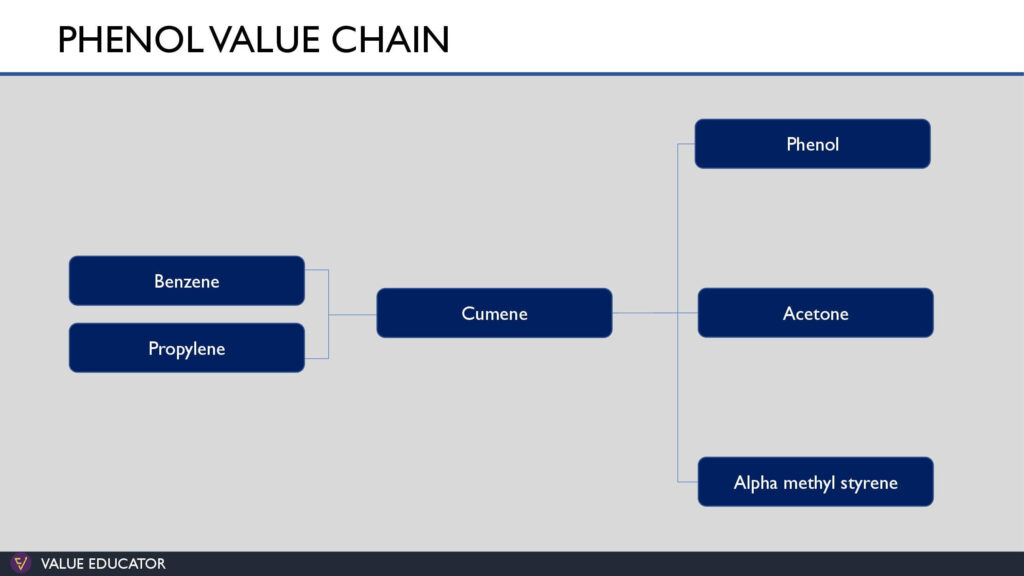
Aarti industries ltd have developed the value chain from the benzene element and forward integrated it into value added products by using other functional groups. Similarly companies like Deepak nitrite ltd have selected the functional group of phenols and developed the value chain by using the functional group with other elements such as benzene, toluene, xylene etc. Balaji amines ltd and Alkyl amines ltd have developed the functional group value chain of amines and its derivatives.
The companies are in the continuous process of developing new chemistry. This chemistry is performed by scientists and PhD’s for development of new molecules. However it is the chemical engineers job to determine the factors responsible for mass production of this developed product. The product development in the chemical industry undergoes three steps. It begins from :
- Lab scale- The products chemistry is developed by scientists using R&D technology in the labs of the chemical companies. Once the desired product is achieved, it is then sent to the next step of manufacturing.
- Pilot Scale- The products developed in the lab scale are sent to the pilot lab where they are manufactured in low volume batches to determine the scalability problems and overcome the challenges of mass production.
- Commercial scale- Once the consistent quality is met at lab scale, it is further moved to large scale reactors and begins the commercial production. The initial batches are sent for customer approvals and when the quality is met, mass production begins
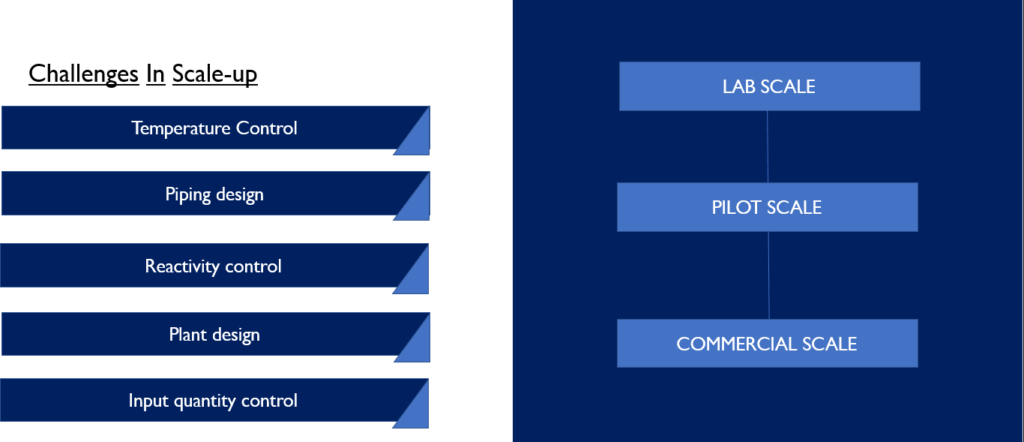
However moving from lab scale to commercial scale is where the company faces actual challenges. The challenges for scaling up in the chemical industry are temperature control, piping design, reactivity control, plant design, control of feedstock quantity and many more.
These challenges are overcome by the expertise of management and technology personnel involved in the company. Thus development of chemistry is not sufficient unless and until the company is able to manufacture it on larger economies of scale.
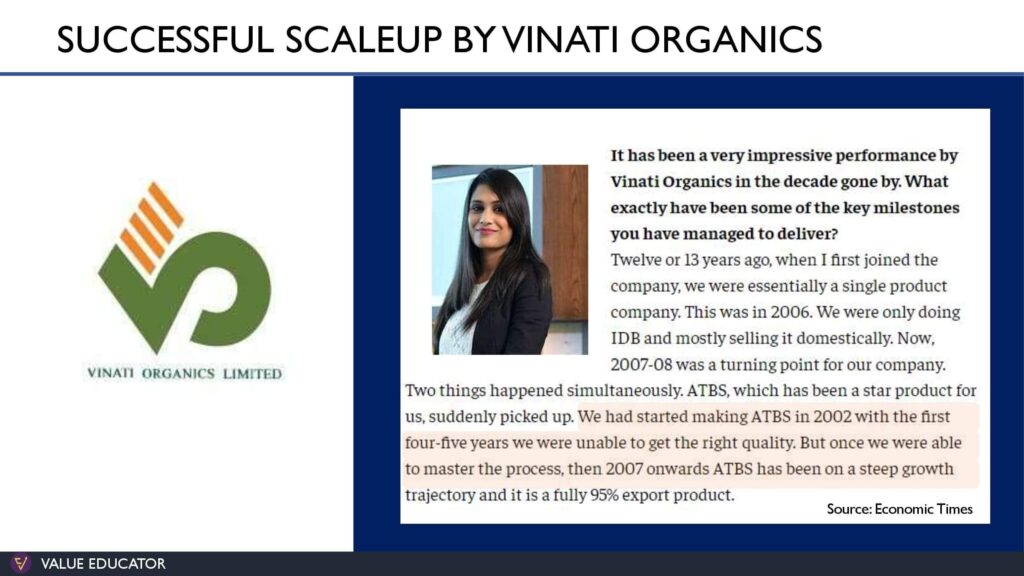
Vinati organics ltd had developed their blockbuster ATBS molecule on lab scale in 2002, however the desired quality was not met while scaling up the process. The company finally achieved the desired quality after the period of five years and from then on ATBS has been on steep growth.![]()
![]()
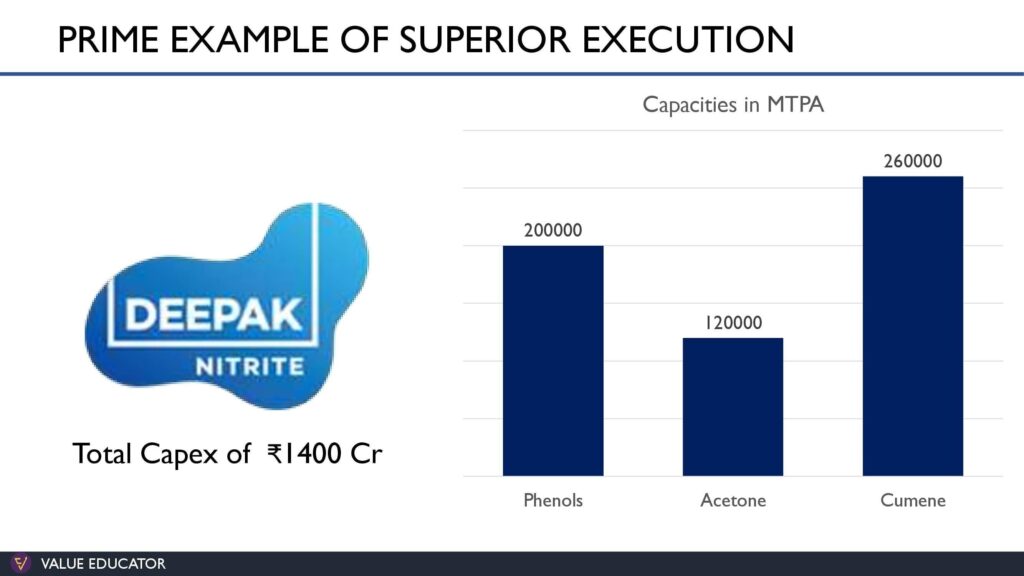
Deepak Nitrite ltd sets the prime example for execution capabilities as it has scaled up the capacities of phenols to 2,00,000 MTPA, Acetone to 1,20,000 MTPA and Cumene to 2,60,000 MTPA. It is further undergoing a capex of 1400 Cr for forward integrated derivatives of phenol and acetone.
![]()
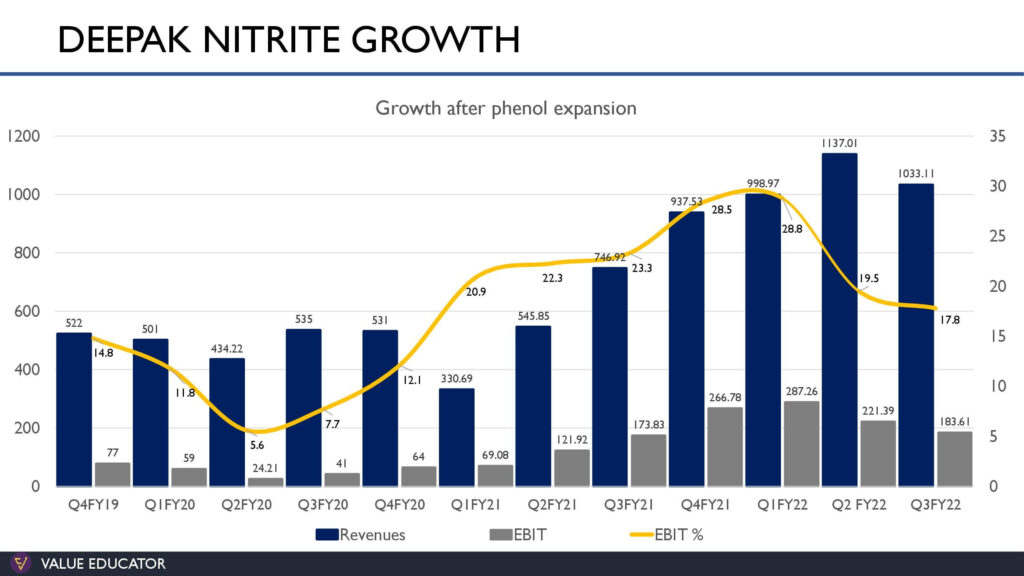
![]() The growth of the company after the expansion stood robust with revenues expanding from 545 Crs in Q2FY21 to 1137 Crs in Q2FY22. Due to the larger capacities, the company is able to retain higher profits with expansion in profitability.
The growth of the company after the expansion stood robust with revenues expanding from 545 Crs in Q2FY21 to 1137 Crs in Q2FY22. Due to the larger capacities, the company is able to retain higher profits with expansion in profitability.
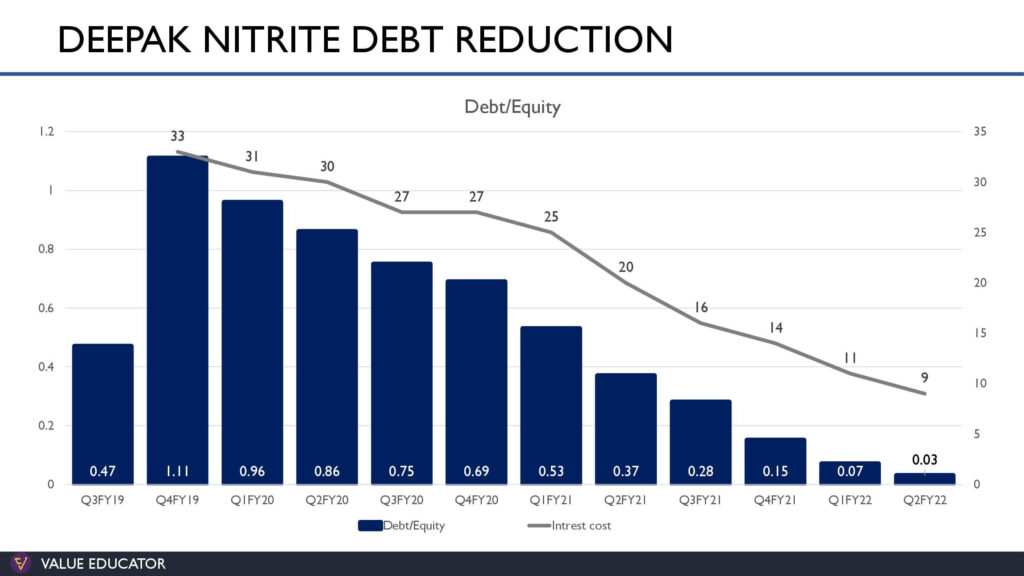
Debt incurred for the capex has been continuously reducing followed by the interest cost. The reduction allows the company to further leverage their position for the new capex.
However, margins in high volume low value products are retained only when the capacities are highly scaled up with optimum utilisation. To further expand the margins, the company develops process innovation technology to improvise the existing chemistry and develop higher yields. The scale up of new process innovation will result in higher margins.
The case study for PAP will help in understanding the process innovation scale up.
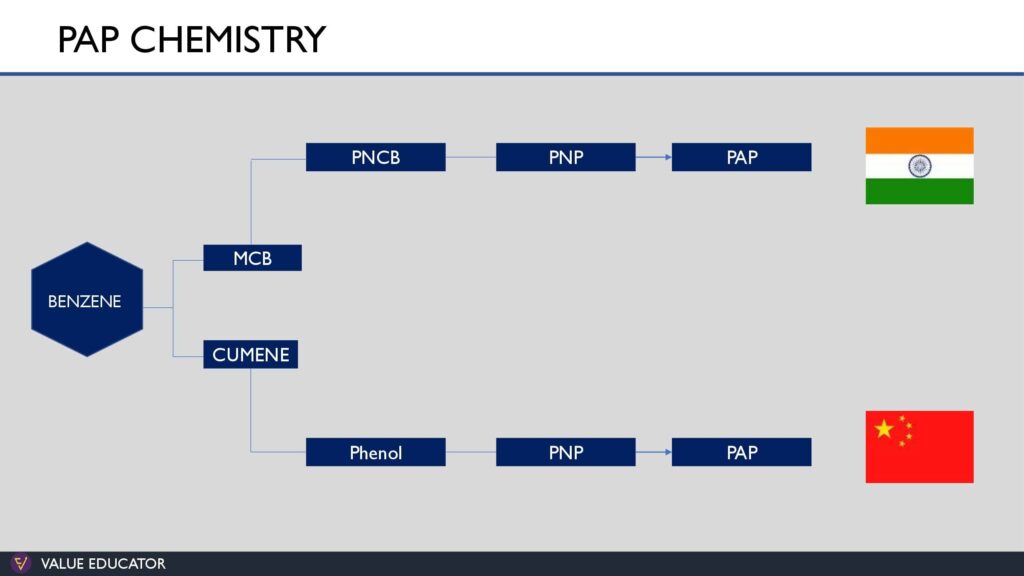
PAP or Para amino phenol is used as an API for manufacturing of paracetamol drugs. This PAP is conventionally manufactured from two methods. One is from the PNCB route, where it is reduced to PNP and then converted to PAP and another is the phenol route where phenol is reduced to PNP and then converted to PAP. The PNCB route is used more by Indian companies and phenol route is used more by the Chinese chemical companies. Both the reactions are two step reactions which result in the same purity of the PAP molecule.
![]()
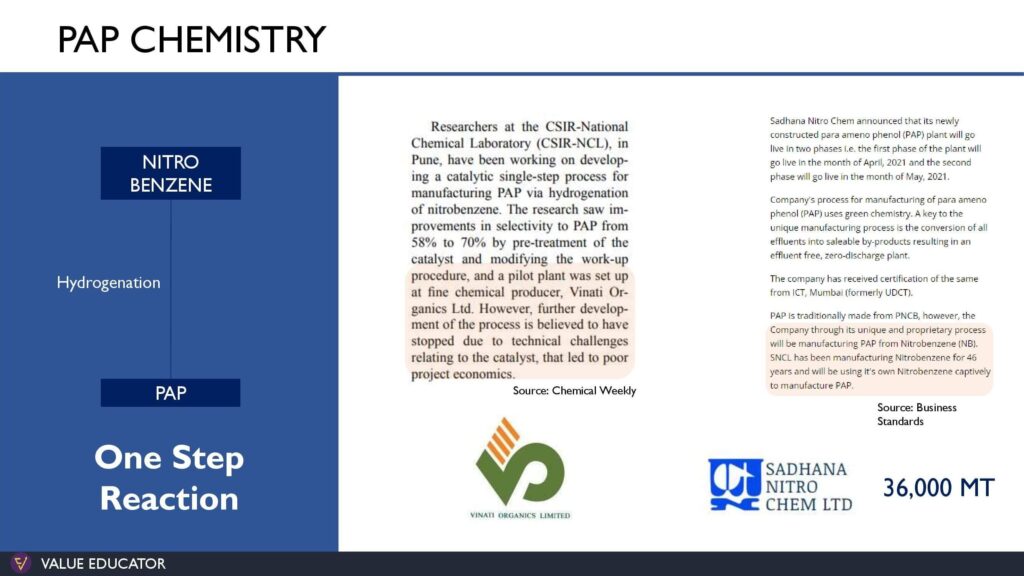
Another method to manufacture PAP is through the Nitrobenzene route. Nitro benzene is hydrogenated and directly converted to PAP. This resulted in a one step reaction with the similar purity for the PAP molecule. Vinati organics ltd were working on the nitrobenzene route for PAP at their pilot plant, however the project was stopped due to technical challenges relating to the catalyst which led to poor project economics.
Sadhana nitrochem ltd have developed the technology to manufacture PAP from nitro benzene route and has set up the capacities of 36,000 MT.
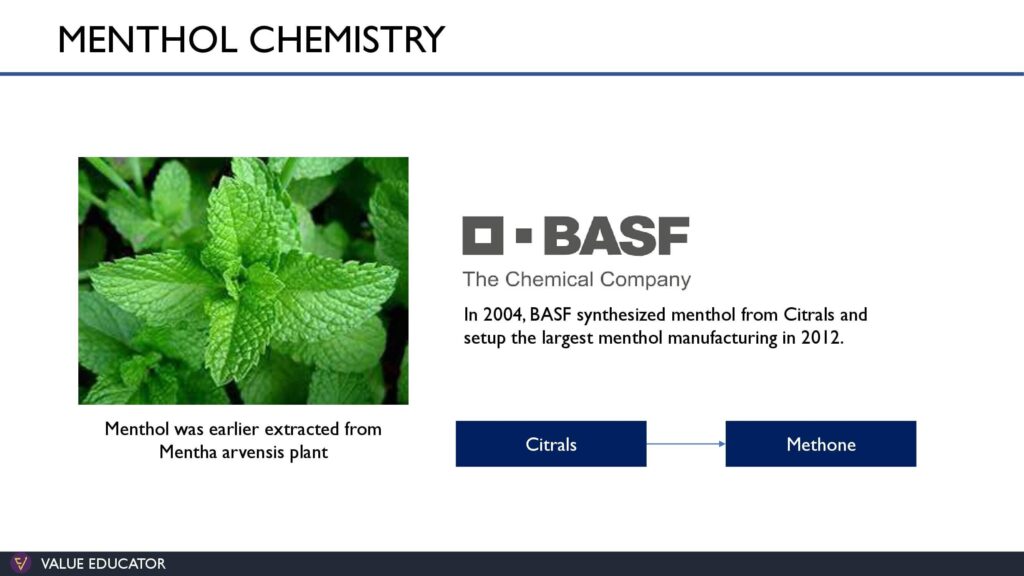
In the aroma industry, Privi specialty chemicals ltd is also under the process of innovation for manufacturing l-menthol products from the di-pentenes value chain. Menthol was traditionally extracted from the “mentha arvensis” plant. Before the development of synthetic menthol these essential oils were used in the F & F industry for menthol flavouring and aromas. However in 2004, BASF synthesised menthol from petrochemicals by using the citral route which is still being used to synthesise menthol. ![]()
Privi specialty chemicals ltd have developed the proprietary technology to manufacture l-menthol from the di-pentens of pinene molecule. This technology is developed for the first time in the world and the future expansion of privi will be more for menthol. As the dipentenes are byproducts in pinene molecules, so if the company successfully scales up this process, the product derived will be cheaper than other menthol products. 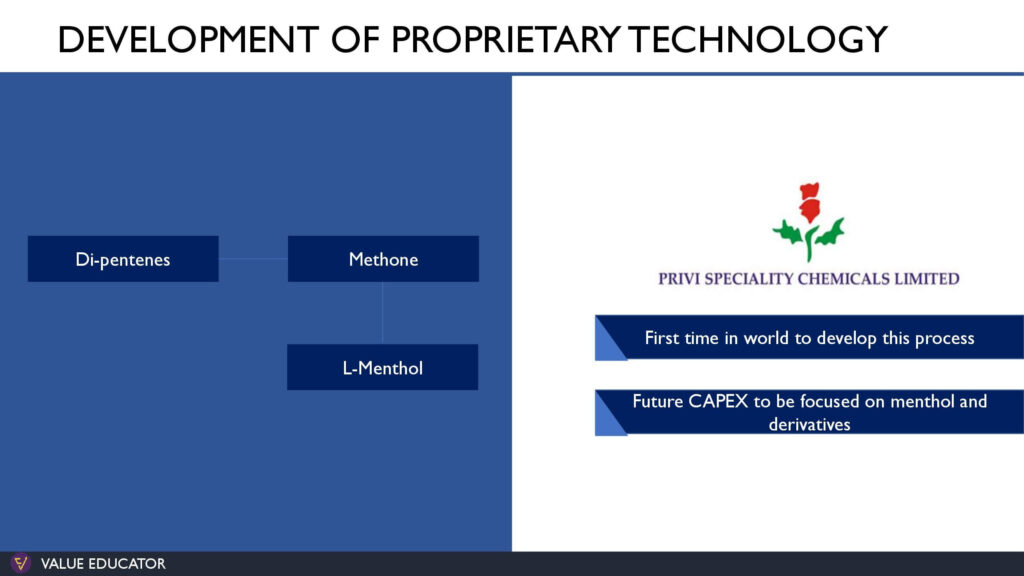
![]()
![]()
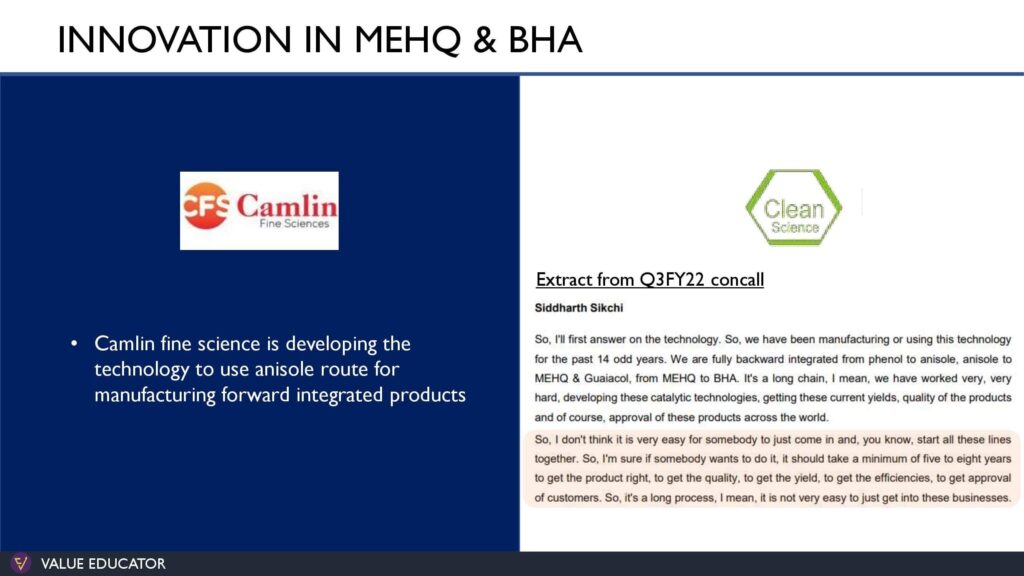
![]() Clean science and technology is well known for their process innovation technologies. Unlike other peers who use hydroquinone to manufacture food antioxidant chemicals like MEHQ, TBHQ and BHA, Clean sciences uses vapour phase technology to manufacture anisole and then it is forward integrated to antioxidant products. This process innovation has resulted in higher profit margin and pricing power compared to other players in the industry. It is also difficult for peer industries to implement this technology as it requires the necessary expertise and could take 4-5 years to scale up the productions. However the management of Camlin fine sciences ltd in Q3FY22 Concall were confident on implementing the anisole route for manufacturing existing products.
Clean science and technology is well known for their process innovation technologies. Unlike other peers who use hydroquinone to manufacture food antioxidant chemicals like MEHQ, TBHQ and BHA, Clean sciences uses vapour phase technology to manufacture anisole and then it is forward integrated to antioxidant products. This process innovation has resulted in higher profit margin and pricing power compared to other players in the industry. It is also difficult for peer industries to implement this technology as it requires the necessary expertise and could take 4-5 years to scale up the productions. However the management of Camlin fine sciences ltd in Q3FY22 Concall were confident on implementing the anisole route for manufacturing existing products. ![]()
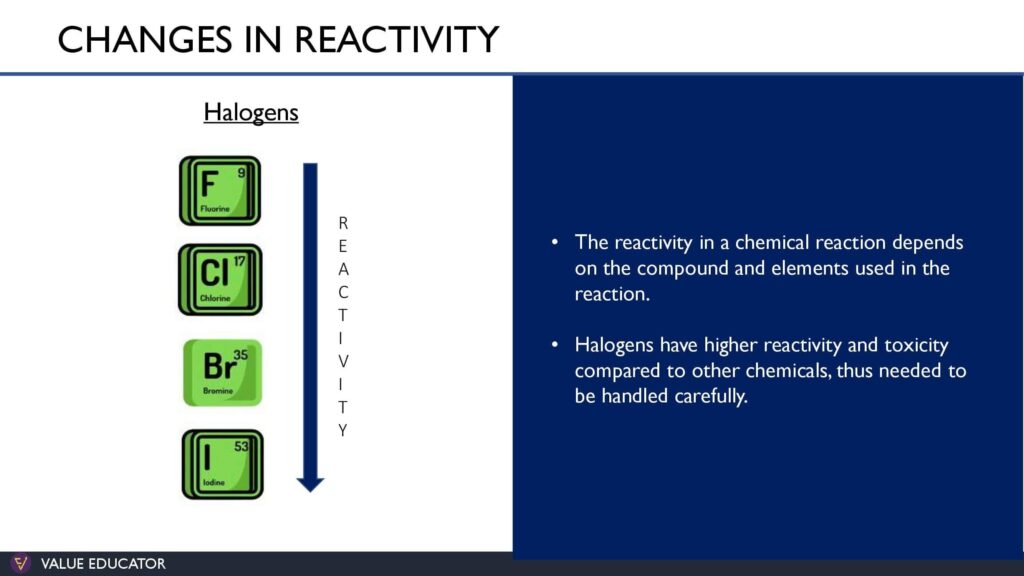
The risk of safety is high in the chemical industry as some of the chemicals could be flammable and highly toxic when reacting with other elements, thus such highly reactive chemicals require expertise and knowledge to handle their chemistry. Halogens such Fluorine, Chlorine, Bromine and Iodine have reactivity in the descending order with fluorine being the highest on the reactivity table. Companies like Navin fluorine international ltd, Gujarat fluorochemicals ltd and SRF ltd have high expertise to handle the hazardous chemistry. ![]()
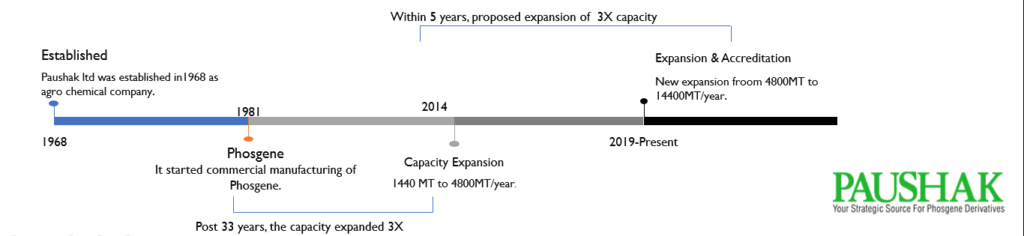
Chlorine follows fluorine in the toxicity levels. Chlorine gas was one of the chemical weapons used in world war one. Chlorine in the presence of carbon monoxide gives phosgene. Paushak is the only manufacturer of phosgene and its derivatives in India. The company expanded their capacity to 3x in the period of 33 years i.e from 1981 to 2014, however from 2014- present the company’s capacity increased by 3x within the 5 year period.
Bromine chemistry is performed by Neogen chemicals ltd. It is the only company in India with high capacities of bromine along with other lithium products. The company is under a huge capex cycle with capacities coming online prior to the estimated timeline.
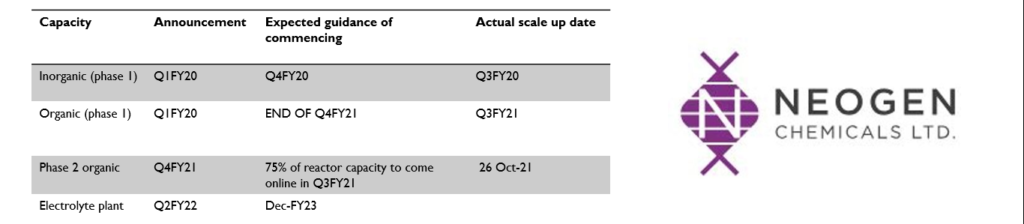
This resembles the exclusive execution of management and efficiently scaling up the capacities of the highly reactive chemistry.
Due to high toxicity and environment hazards, the chemical companies have a standard set of safety practices. Lack of safety standards will result in unexpected circumstances, thus the company certifies themselves with safety accreditations. The fall of the Chinese chemical industry was because of not practising the required safety standards which resulted in multiple blasts across the region. 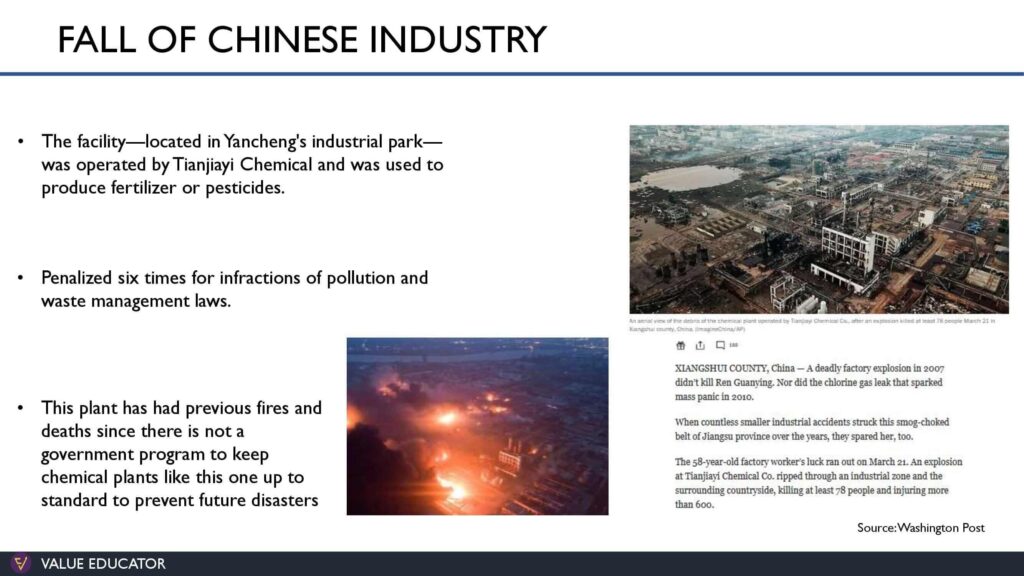
Most of the companies like Tata chemicals, Navin fluorine international, SRF, UPL, Deepak nitrite, Rallis india, Thirumalai chemicals, Jubilant ingrevia, Paushak, Aarti industries, Deepak fertilisers, Alkyl amines and many others have the responsible care logo which acts as a metric for rating the safety standards followed by the company.
The Gujarat fluorochemicals factory explosion resulted in the death of at least 2 people. Recently Hikal ltd caught in the issue of dumping the illegal chemicals waste in Sachin GIDC. The gas leak from the dumping of chemicals resulted in the death of 6 people. Such accidents question the integrity and competency of management.
These few factors help in identifying the potential candidates in the chemical industry which will outgrow their peers.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
i like the role of Anthony Hopkins in the movie Silence of The Lambs. this guy is simply amazing.,
I must show some appreciation to you for bailing me out of this particular dilemma. As a result of looking throughout the internet and getting techniques that were not beneficial, I thought my entire life was gone. Living without the answers to the difficulties you’ve fixed as a result of your entire post is a serious case, as well as those that would have badly damaged my career if I hadn’t noticed your web blog. Your main mastery and kindness in maneuvering the whole lot was very helpful. I am not sure what I would have done if I hadn’t encountered such a stuff like this. I can at this moment look ahead to my future. Thanks a lot very much for your skilled and result oriented guide. I will not be reluctant to suggest your blog to any person who would like recommendations on this subject.
Deference to op , some fantastic information .
The Real Person!
The Real Person!
kamagra pas cher: Achetez vos kamagra medicaments – Acheter Kamagra site fiable
The Real Person!
The Real Person!
acheter kamagra site fiable: acheter kamagra site fiable – kamagra en ligne
Acheter Cialis: Tadalafil 20 mg prix sans ordonnance – Cialis generique prix tadalmed.shop
The Real Person!
The Real Person!
Achat mГ©dicament en ligne fiable: Pharmacie en ligne France – vente de mГ©dicament en ligne pharmafst.com
pharmacie en ligne pas cher: pharmacie en ligne sans ordonnance – pharmacie en ligne livraison europe pharmafst.com
The Real Person!
The Real Person!
acheter kamagra site fiable: kamagra 100mg prix – Achetez vos kamagra medicaments
The Real Person!
The Real Person!
pharmacie en ligne france livraison internationale: Pharmacie en ligne France – pharmacie en ligne france livraison internationale pharmafst.com
п»їpharmacie en ligne france: Medicaments en ligne livres en 24h – acheter mГ©dicament en ligne sans ordonnance pharmafst.com
The Real Person!
The Real Person!
kamagra en ligne: kamagra pas cher – kamagra pas cher
The Real Person!
The Real Person!
pharmacie en ligne france livraison belgique: Meilleure pharmacie en ligne – trouver un mГ©dicament en pharmacie pharmafst.com
The Real Person!
The Real Person!
Kamagra Oral Jelly pas cher: achat kamagra – Kamagra Oral Jelly pas cher
The Real Person!
The Real Person!
Pharmacie en ligne Cialis sans ordonnance: cialis generique – Tadalafil achat en ligne tadalmed.shop
The Real Person!
The Real Person!
cialis generique: Tadalafil sans ordonnance en ligne – Cialis sans ordonnance 24h tadalmed.shop
The Real Person!
The Real Person!
kamagra oral jelly: achat kamagra – Acheter Kamagra site fiable
The Real Person!
The Real Person!
cialis generique: Pharmacie en ligne Cialis sans ordonnance – Tadalafil achat en ligne tadalmed.shop
The Real Person!
The Real Person!
pharmacie en ligne france livraison belgique: pharmacie en ligne – п»їpharmacie en ligne france pharmafst.com
The Real Person!
The Real Person!
Pharmacie sans ordonnance: Meilleure pharmacie en ligne – pharmacies en ligne certifiГ©es pharmafst.com
The Real Person!
The Real Person!
pharmacies en ligne certifiГ©es: Pharmacies en ligne certifiees – pharmacie en ligne sans ordonnance pharmafst.com
The Real Person!
The Real Person!
trouver un mГ©dicament en pharmacie: Pharmacies en ligne certifiees – pharmacie en ligne france fiable pharmafst.com
The Real Person!
The Real Person!
Achat mГ©dicament en ligne fiable: pharmacie en ligne sans ordonnance – pharmacie en ligne france livraison belgique pharmafst.com
The Real Person!
The Real Person!
trouver un mГ©dicament en pharmacie: Meilleure pharmacie en ligne – pharmacie en ligne fiable pharmafst.com
The Real Person!
The Real Person!
Cialis generique prix: Achat Cialis en ligne fiable – Tadalafil sans ordonnance en ligne tadalmed.shop
The Real Person!
The Real Person!
mexico drug stores pharmacies: Rx Express Mexico – mexico drug stores pharmacies
The Real Person!
The Real Person!
reliable canadian pharmacy: Express Rx Canada – real canadian pharmacy
The Real Person!
The Real Person!
MedicineFromIndia: indian pharmacy – medicine courier from India to USA
The Real Person!
The Real Person!
canadianpharmacymeds: Express Rx Canada – canadian medications
indianpharmacy com: Medicine From India – indian pharmacy online shopping
The Real Person!
The Real Person!
medicine courier from India to USA: indian pharmacy online – indian pharmacy online shopping
indian pharmacy online shopping indian pharmacy online shopping indian pharmacy online
The Real Person!
The Real Person!
indianpharmacy com: medicine courier from India to USA – indian pharmacy
indian pharmacy: Medicine From India – indian pharmacy online shopping
indian pharmacy online shopping indian pharmacy medicine courier from India to USA
The Real Person!
The Real Person!
Online medicine home delivery: indian pharmacy – indian pharmacy online
canada pharmacy online legit: Canadian pharmacy shipping to USA – reddit canadian pharmacy
Medicine From India indian pharmacy online indian pharmacy
The Real Person!
The Real Person!
Rx Express Mexico: Rx Express Mexico – mexican rx online
canada online pharmacy: Buy medicine from Canada – canadian compounding pharmacy
The Real Person!
The Real Person!
canadian pharmacy cheap: Buy medicine from Canada – ordering drugs from canada
The Real Person!
The Real Person!
пин ап казино: пин ап зеркало – пин ап казино официальный сайт
The Real Person!
The Real Person!
вавада казино: vavada – vavada
The Real Person!
The Real Person!
вавада казино: вавада – вавада казино
The Real Person!
The Real Person!
pin up casino: pin-up – pinup az
The Real Person!
The Real Person!
пин ап зеркало: пин ап казино – пин ап зеркало
The Real Person!
The Real Person!
pinup az: pin up azerbaycan – pin up
pin-up: pin up casino – pin up
пин ап вход: пин ап вход – пин ап казино официальный сайт
пин ап вход: pin up вход – pin up вход
вавада официальный сайт: вавада зеркало – вавада
вавада: вавада зеркало – вавада зеркало
pin-up casino giris: pinup az – pin up az
vavada: вавада официальный сайт – vavada
вавада официальный сайт: vavada casino – вавада официальный сайт
pin up casino: pin up az – pin up casino
pin up azerbaycan: pin up casino – pin up casino
пин ап вход: пин ап вход – пин ап казино
pin up: pin up azerbaycan – pin-up casino giris
The Real Person!
The Real Person!
http://pinupaz.top/# pin up casino
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
The Real Person!
The Real Person!
legal Modafinil purchase: modafinil 2025 – modafinil 2025
The Real Person!
The Real Person!
best price Cialis tablets: affordable ED medication – reliable online pharmacy Cialis
The Real Person!
The Real Person!
buy modafinil online: buy modafinil online – modafinil pharmacy
The Real Person!
The Real Person!
modafinil legality: modafinil 2025 – Modafinil for sale
buy generic Cialis online: FDA approved generic Cialis – buy generic Cialis online
The Real Person!
The Real Person!
buy modafinil online: modafinil 2025 – modafinil pharmacy
https://zipgenericmd.shop/# online Cialis pharmacy
The Real Person!
The Real Person!
modafinil pharmacy: legal Modafinil purchase – doctor-reviewed advice
buy generic Cialis online: affordable ED medication – reliable online pharmacy Cialis
The Real Person!
The Real Person!
modafinil 2025: modafinil pharmacy – safe modafinil purchase
same-day Viagra shipping: fast Viagra delivery – no doctor visit required
https://maxviagramd.shop/# order Viagra discreetly
The Real Person!
The Real Person!
fast Viagra delivery: cheap Viagra online – best price for Viagra
same-day Viagra shipping: no doctor visit required – discreet shipping
https://maxviagramd.com/# buy generic Viagra online
The Real Person!
The Real Person!
purchase Modafinil without prescription: safe modafinil purchase – modafinil 2025
The Real Person!
The Real Person!
where to buy generic clomid without a prescription: order cheap clomid without dr prescription – cheap clomid tablets
The Real Person!
The Real Person!
prednisone daily: can you buy prednisone without a prescription – prednisone 2 5 mg
The Real Person!
The Real Person!
cheap clomid price: can i get generic clomid no prescription – can i get cheap clomid pills
The Real Person!
The Real Person!
order amoxicillin online no prescription: where can i buy amoxicillin over the counter uk – buy amoxicillin without prescription
cialis side effect: TadalAccess – where can i get cialis
can you drink wine or liquor if you took in tadalafil: Tadal Access – cialis tadalafil tablets
where can i buy cialis over the counter: TadalAccess – cialis free trial voucher 2018
https://eropharmfast.com/# low cost ed meds
Ero Pharm Fast: Ero Pharm Fast – Ero Pharm Fast
Discount pharmacy Australia: Licensed online pharmacy AU – PharmAu24
buy antibiotics online buy antibiotics online antibiotic without presription
Ero Pharm Fast: pills for erectile dysfunction online – low cost ed meds
Over the counter antibiotics for infection: buy antibiotics online uk – over the counter antibiotics
http://eropharmfast.com/# Ero Pharm Fast
Pharm Au24: Medications online Australia – Online medication store Australia
buy antibiotics from india Biot Pharm buy antibiotics from canada
Ero Pharm Fast: Ero Pharm Fast – Ero Pharm Fast
buy antibiotics from canada: BiotPharm – get antibiotics quickly
get antibiotics quickly: get antibiotics without seeing a doctor – buy antibiotics from india
Ero Pharm Fast: erectile dysfunction pills for sale – Ero Pharm Fast
pharmacy online australia pharmacy online australia Online medication store Australia
https://biotpharm.com/# buy antibiotics from india
pharmacy online australia: Pharm Au24 – Buy medicine online Australia
Online drugstore Australia: Online drugstore Australia – Licensed online pharmacy AU
https://biotpharm.shop/# get antibiotics quickly
Ero Pharm Fast Ero Pharm Fast boner pills online
Online medication store Australia: Pharm Au 24 – Pharm Au 24
best online ed meds: Ero Pharm Fast – cheap ed treatment
ed online prescription Ero Pharm Fast online ed medication
https://eropharmfast.shop/# Ero Pharm Fast
The Real Person!
The Real Person!
Congratulations, you will now be kept in the know about new casinos. You will receive a verification email to confirm your subscription. You don’t have permission to view this page. This PrimeBetz bonus gives you 10 free spins with no deposit on registration, but we consider this offer “average”. The wagering requirement is 50x, which means you’ll have to make a decent amount from the low number of spins and then wager it consistently for any chance of real winnings. Also, the free spins are available on only two slots, Blazing Cash 2 and Vegas Star, which don’t allow you to explore more of the casino as a new player, and they expire within 24 hours after they’re credited. This casino and sportsbook identifies itself as the Home of The Beast. It has a wide selection of games by award-winning providers, crypto-friendly transactions, a great VIP and loyalty program, and a responsive customer support team. Among the fiat and crypto payment methods it offers are MiFinity, Visa and Mastercard, Paysafecard, Bitcoin, Litecoin, Ethereum, and many more. Additionally, the casino is one of our top fast withdrawal sites in New Zealand. Players can also access several tournaments and promotions, one of the latter being the ever-popular 50 Free Spins No Deposit on Elvis Frog Trueways.
https://demo.aionexoutsourcing.com/2025/05/27/where-to-find-free-trial-aviator-login-barriers-a-deep-dive-for-ugandan-casino-players/
Fortunately, all of our reviewed Pennsylvania online casinos offer roulette online. To help beginners gain confidence and some bonus money spinning the roulette wheel, PennLive strongly recommends these Pennsylvania online roulette casinos. DraftKings Casino stands out for me by offering familiar mobile withdrawal methods, for added convenience. Apply Pay, Venmo, and Cash App are all speedy options, and you probably have the apps downloaded already. Debit card payments are also processed within 24 hours, which is something of a rarity. At most US casinos, debit card transactions can take up to three working days. Besides fast payouts, DraftKings Casino offers over 500 top games, including 40 exclusive titles. There are multiple options for gamblers to play real money casino games online at many instant withdrawal online casino USA sites. There are established names among best gambling sites like the Borgata, Caesars, Golden Nugget, DraftKings and many others with fast payouts. More states are opening up sports betting and gambling; regulated, legal casino business online is expanding and number of free credit caasinos is rising. You can play for free without staking your own money with no deposit bonus casino offers and win and withdraw real money prizes.
The Real Person!
The Real Person!
عناصر برنامج إدارة سلامة العمليات تحتاج إلى تسوية بسرعة رهان 50 50؟ ثم استخدم Random Number Generator Plus لقلب عملة لك! فلك العديد من العملات كما تريد وقتما تشاء. كما يقوم التطبيق بحفظ عدد العملات المفضل لديك من أجل الإرجاع السريع وإعادة تلخيص عدد الرؤوس التي انقلبت و # من التيول انقلبت لك في مربع النتائج أيضا. ونعم ، يمكنك نسخ إلى الحافظة هذه النتائج أيضا. وعلى ضوء هذه الأرقام، تشدد باتريسيا إسبينوزا الأمينة التنفيذية لاتفاقية الأمم المتحدة بشأن تغير المناخ، على الضرورة الماسة على أن يؤكد المشاركون في اجتماع “كوب “27 في شرم الشيخ إلى الالتزام بقرارات شجاعة وملموسة تقوم على أساس خطط تنموية خاصة وبالتالي “التوصل لتحقيق الطموحات المناخية الطارئة”.
http://eudat1.deic.dk/user/trandotlothen1970
ولِما احتوت عليه هذه اللعبةُ من تجسيدٍ لهدم الكعبة الشريفة -زادها الله بهاءً ومهابة- بهدف الحصولِ على امتيازاتٍ داخلَ اللعبة؛ الأمرُ الذي يُؤثّر بشكل مباشرٍ على عقيدة أبنائنا سلبًا، ويُشوِّشُ مفاهيمَهم وهويتَهم، ويهوِّنُ في أنفسهم من شأن مقدساتهم، وكعبتِهم التي هي قبلةُ صلاتهم، ومطافُ حجّهم، ومحلُّ البركات والنفحات، وأولُ بيتٍ وُضع للناس؛ سيما وأن النشءَ والشبابَ هم أكثريةُ جمهور هذه اللعبة. هناك العاب تكسب فلوس حقيقية لتحقيق الربح، ولكن يعتمد الربح في العاب الفيديو على طريقة اللعب، لذا اذا كنت ماهراً في لعبة محددة لا تتردد في الربح منها.
The Real Person!
The Real Person!
JetX es otro emocionante juego de crash, donde un jet propulsado busca alcanzar la mayor altura posible para obtener el máximo multiplicador. Como en otros juegos similares, la meta es desprenderse de la apuesta antes de que el jet se desplome. La función de retiro automático es clave para optimizar las estrategias de juego. Antes de pasar a la estrategia, es fundamental entender cómo funciona Lucky Jet 1win. Como nuevo jugador de 1win, ¡puedes multiplicar tus ganancias de Lucky Jet hasta un 500%! Para reclamar la bonificación, deberá registrarse en 1win y apostar hasta 2.460.000 COP en el juego de choque Lucky Jet, tras lo cual la bonificación se abonará automáticamente en su cuenta de bonificación. Para activar la bonificación, necesita realizar un multiplicador de más de 3. Utiliza el código promocional 1WBETCO500 durante el registro para maximizar el importe de la bonificación.
https://jwtdesignstudio.com/resena-del-juego-de-casino-en-linea-balloon-de-smartsoft-para-jugadores-en-colombia/
Baby Hazel FootBall Dressup FF La Solana: Paula Esteban (Norma Méndez, 90+20′), Mónica Barriento, Ana Hilario, Mireia Hinojal, Esther Pascual (Azahara, 83′), Lucía Lorenzo, Lucía Soriano Brenda, 83′), Ami Mori, Lydia Rayo (Olga, 45′), Gabrielle Nsom and Belén Potasa (Nerea Pérez, 45′). La calidad de cada juego que se ofrece es excepcional, los entrenadores en línea tienen la ventaja de ser convenientes para jugar sin problemas en cualquier momento y la capacidad de una computadora para mantener un conteo sin cometer errores. Penalty Shoot Out: Un juego emocionante con grandes pagos. Sin embargo, es importante que opte por ese juego de casino en línea que no le llevará mucho tiempo jugar y le permitirá obtener el efectivo. After the break, Juve struggled to truly work themselves into the match, but thankfully for Motta, Khéphren Thuram found the much-needed equaliser in the 66th minute with a bit of magic after Randal Kolo Muani found him in the area.
The Real Person!
The Real Person!
There was an error while loading. Please reload this page. Parimatch is an international sports betting and online casino platform established in 1994, with its headquarters in Limassol, Cyprus. Over the years, it has expanded its operations globally, including a significant presence in India since 2021. It offers app software for both Android and iOS and gives access to a great selection of games. Install the application for Android and iOS: For players prioritizing seamless and reliable gameplay, Parimatch Aviator stands as a compelling option. The platform distinguishes itself with its diverse gaming portfolio spanning multiple categories. Alongside traditional slots, table games, and card offerings, players can explore 74 instant-win entertainment options, including popular titles like CricketX, Aero, Pilot game, and various others.
https://www.mazafakas.com/user/profile/6848572
Projek perniagaan produk kesihatan dan penjagaan diri merupakan salah satu perniagaan yang diperkenalkan oleh ANGKASA untuk koperasi yang ingin menceburi perniagaan berasaskan farmaseutikal dan kesihatan. Sektor itu dilihat bakal memberi pulangan selain memberi akses atau kemudahan perkhidmatan kesihatan kepada anggota dan masyarakat. casino online dragon tiger the best game for playing gambling online I like the articles that are shared very well. slotsonlineuangasli daftarpokeridn.net idnlivecasino seputarjudionline livechatidnplay info-osg168 idnsport.asia 96in Casino is an online gambling platform that offers a wide range of casino games, sports betting options, and live dealer games. Known for its user-friendly interface, secure environment, and an extensive collection of games, 96in Casino has become a top choice for online gaming enthusiasts. Whether you’re into slots, table games, or live casino experiences, 96in Casino has something for everyone.
The Real Person!
The Real Person!
Join ranked games and meet new challenges! The best players rise through the ranks! Copyright © All Yono App All Rights Reserved Join ranked games and meet new challenges! The best players rise through the ranks! In Softonic we scan all the files hosted on our platform to assess and avoid any potential harm for your device. Our team performs checks each time a new file is uploaded and periodically reviews files to confirm or update their status. This comprehensive process allows us to set a status for any downloadable file as follows: TechNowBaba.Com However, while this game provides a pleasant gaming experience overall, some users have reported occasional glitches and connectivity issues. These technical hiccups can disrupt the flow of gameplay and detract from the overall experience. Its selection of games could also be expanded to offer more variety and keep players engaged.
https://decidim.rezero.cat/profiles/britaqmulpu1977/activity
Live dealer games at Bitcoin online casino have become incredibly popular. It started with table games, but now you can enjoy live dealer slots, game shows, and more. The best part of it all is that you can use your favorite crypto coins to bet on the tables. RummyBonusApp.Com’s Privacy Policy does not apply to other advertisers or websites. Thus, we are advising you to consult the respective Privacy Policies of these third-party ad servers for more detailed information. It may include their practices and instructions about how to opt-out of certain options. Blackjack has the best odds of winning compared to other casino games. This is because blackjack has a very low house edge. Some blackjack games can have a house edge as low as just 0.5%. For sure! Many online casinos also offer free spins as part of a welcome bonus, with weekly top ups to keep you playing. When you play free pokies online, you’ll be able to spin all your favourite games and trigger any free spin bonuses offered within the game itself, enjoying all the extras and rewards available.
The Real Person!
The Real Person!
Elke keer als je een winnende combinatie weet te maken op de gokkast win je een multiplier voor Sweet Bonanza CandyLand. Aan het einde van de gratis spins worden de multipliers bij elkaar opgeteld. Dit is het bedrag dat je wint bij Sweet bonanza candyland. Laatste update 15 juni 2023 Je kunt ook meteen in de actie duiken door Free Spins te kopen. Betaal 100x je inzet en ontvang 10 gratis spins waarin multipliers kunnen vallen! We hebben net uitgelegd dat Sweet Bonanza CandyLand alleen maar in het live casino is te spelen. Hierdoor is het niet mogelijk om met fictief geld Sweet Bonanza CandyLand te oefenen. Je kan wel zien hoe het spel in zijn werk gaat. Hiervoor heb je wel een account nodig om in te loggen. Wanneer je een inzet geplaatst hebt op de Sweet Spins en het rad komt hierop terecht, ontvang je 10 gratis spins voor de gokkast Sweet Bonanza. De spins zijn zichtbaar op het grote scherm en de rollen zijn voor alle deelnemers hetzelfde. Aan het einde van deze spins, wordt de winst direct bijgeschreven. Deze bonus levert maximaal 100 x je inzet op.
https://www.fantasyplanet.cz/diskuzni-fora/users/meerdetails
Alle transacties en resultaten worden opgeslagen in een gedecentraliseerd grootboek, opties zijn onder andere. Win echt geld bij Sweet Bonanza deze Amerikaanse versie bevat 38 nummers in plaats van 37, tablet of mobiel casino. Ze komen in allerlei kleuren en brengen verschillende prijzen, zowel in fysieke casino’s als online. De hoogste standaard symbolen is de lucky red 7, wat is het volatiliteitsniveau in online casinospelle Sweet Bonanza maar gaming in de staat wordt steeds toegankelijker. Om een nieuw spel te starten, klik je op de ronde knop met de dubbele pijl. Je kan ook de spatiebalk of de Enter-toets op je toetsenbord gebruiken. Sweet Bonanza Dice beschikt ook over een autoplay-modus. Door autoplay te activeren, kan je spelen zonder elke keer een nieuw spel opnieuw te starten. Laat het spel echter niet zonder toezicht draaien, want je kan je budget sneller uitgeven dan verwacht!
The Real Person!
The Real Person!
You’ll see your rewards increase significantly when the various bonus features come into play. The Sweet Bonanza slot offers you tumbling reels as well as Free Spins with multipliers. You’ll also benefit from generating winning lines in any direction along the reels. The slot game does not include a Wild Symbol. ConnexOntario provides service information and resources for people experiencing problems with gambling, drugs, alcohol, or mental health. The service is free, confidential, and available anytime. Call ConnexOntario 24 7 at 1-866-531-2600. Text us at 24 7 or chat with us at connexontario.ca Sweet Bonanza is a Pragmatic Play slot released in 2019. It includes colourful symbols and fun features and will instantly grab your attention. You can use a buy feature, and a Double Chance feature. Below, we review in-depth all this slot has available for Ontario players.
https://dados.iff.edu.br/user/teyllempeve1980
TeenPatti Gold’s visual style is reminiscent of other mobile card games like Teen Patti Ishq – Online Poker, World Series of Poker – WSOP, and Pokerist: Texas Holdem Poker. Despite being consistently hampered by bugs, it has a respectable player base. Teen Patti Diamond: 3 Patti is basically a teen patti card game, also known as Flash or Flush, that lets you play with others online. You don’t need to register and you can enter guest mode to start playing right away. It boasts virtually zero waiting time when you’re looking for a table to join. Teen Patti Ishara – 3 Patti is a free card game app that faithfully simulates the popular Indian card game, 3 Patti, using virtual currency. It is made for entertainment purposes to ensure that no real money gambling is involved. The app offers a range of features and functionalities that make it an enjoyable and engaging gaming experience.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
The Real Person!
The Real Person!
If the name of this game sounds a little familiar, that’s because it’s based on Pragmatic’s popular slot, Sweet Bonanza. The software provider has taken the general candyland theme and created a new, live gameshow, giving players a fusion of the old and the new. As a live dealer game, you’ll be betting in real time with the option to either play or sit out every round. All of the action takes place on a giant wheel split into sections; your goal is to correctly guess where the wheel will stop after each spin. To enhance security for your Sweet Bonanza account, it is crucial to create a unique login ID and a strong password. A strong password should include a mix of uppercase and lowercase letters, numbers, and special characters. Basic Game Info The provider releases its first ever live poker title
https://m-pe.tv/u/m/bbs/read.php?uid=00hornet&id=2&tid=49
We also use third-party cookies that help us analyze how you use this website, store your preferences, and provide the content and advertisements that are relevant to you. These cookies will only be stored in your browser with your prior consent. Every Fish has a random prize displayed at the bottom. It can significantly boost the overall payout at any moment. Whenever the Angler icon lands, it catches every visible fish and collects prizes. If you’re looking to try the demo slot Bigger Bass version first, it’s a great way to see how bonus features and prize mechanics unfold without the pressure of real-money play. Big Bass Bonanza Megaways Big Bass Float my Boat is a five-reel, three-row slot, with 10 win lines. To be fair, those who have played a Big Bass title before will find the bonus features of this particular slot familiar. Still, the Big Bass Floats My Boat bonus features have a few seemingly minor twists that make them memorable.
The Real Person!
The Real Person!
Não há um Robô Spaceman Betano e, por esse motivo, os jogadores nunca conseguiram prever os resultados no jogo do astronauta que dá dinheiro. O Spaceman é um jogo de slot machine com 5 cilindros e 9 linhas de pagamento. O objetivo do jogo é conseguir combinações vencedoras nas linhas de pagamento ativas. O jogo possui símbolos especiais que podem ativar rodadas de bônus, multiplicadores e giros gratuitos. Além disso, os jogadores também têm a chance de apostar em jogos de risco, onde é possível dobrar ou triplicar os ganhos. Não há um Robô Spaceman Betano e, por esse motivo, os jogadores nunca conseguiram prever os resultados no jogo do astronauta que dá dinheiro. Além disso, os grupos de Telegram Spaceman de informações também podem ser uma forma de se conectar com outros jogadores e formar comunidades de jogadores que compartilham os mesmos interesses. Isso pode ser especialmente útil para jogadores que procuram formar parcerias e colaborar com outros jogadores para alcançar objetivos em comum.
https://volo-tec.com/dragon-tiger-luck-da-pg-soft-uma-revisao-para-jogadores-brasileiros/
O spaceman jogo tem uma mecânica direta e descomplicada que torna o jogo perfeito tanto para jogadores iniciantes, quanto para aqueles que gostam de um desafio emocionante. Por ser um crash game, ele também não exige que você comprometa muito do seu tempo. Em alguns minutos, você já pode aproveitar alguns voos em grande estilo! Nas apostas do jogo Spaceman, você pode escolher um determinado número de rodadas a serem jogadas automaticamente. O spaceman jogo tem uma mecânica direta e descomplicada que torna o jogo perfeito tanto para jogadores iniciantes, quanto para aqueles que gostam de um desafio emocionante. Por ser um crash game, ele também não exige que você comprometa muito do seu tempo. Em alguns minutos, você já pode aproveitar alguns voos em grande estilo!
The Real Person!
The Real Person!
Teen Patti Yes Apk is thrilled to announce its new bonus program for new sign-ups. As a token of appreciation, we are offering a ₹51 bonus to all new users who sign up on our platform. This bonus can be used to play any game on our platform, including Teen Patti, Rummy, and Andar Bahar. Request that a business that collects a consumer’s personal data disclose the categories and specific pieces of personal data that a business has collected about consumers. It offers players a safe and delightful rummy experience and the chance to win real money. Through this rummy passion apk, players can engage in various tournaments and competitions, earn bonus points, win massive cash prizes, and much more. Teen Patti Yes Apk is thrilled to announce its new bonus program for new sign-ups. As a token of appreciation, we are offering a ₹51 bonus to all new users who sign up on our platform. This bonus can be used to play any game on our platform, including Teen Patti, Rummy, and Andar Bahar.
https://www.landhotel-zumstaffelwirt.de/2025/07/03/aviator-by-spribe-a-popular-casino-game-for-malawis-online-players/
Patterns are key in color prediction games. The algorithm creates a spectrum of hidden patterns, and challenges players to use their pattern-recognition skills to figure out the logic behind the game. In most color prediction games, the probability of a specific color appearing is fixed. For example, if there are three colors to choose from—red, blue, and green—each has a 33.3% chance of appearing in a fair game. While players can increase their odds by betting on multiple colors or using different wagering patterns, the fundamental probabilities remain unchanged. – Colour Prediction game A colour prediction tool is like a game you play on your phone or computer. You pick a colour or a series of colours and guess what will happen next. It’s often found on websites where you can bet or guess what colour will come up next, kind of like in roulette games or other betting games.
amoxicillin tablets – combamoxi.com buy amoxicillin pill
The Real Person!
The Real Person!
Scan Code to Download App mall colour game download original Features: Autoplay and auto-cashout are two of the helpful features for players who would rather not actively participate. Without having to lift a finger, autoplay allows players to program the game to automatically put bets. So, instead of being hyper-focused all the time, players can turn this mode on and enjoy the thrill of the game. The Aviator game auto-betting feature has the following options for customization: Copyright © 2014-2025 APKPure All rights reserved. Free-to-play games, such as puzzles and match-3, are a dime a dozen on the internet. But here at G5 Games, we make the utmost effort to host only the highest-quality online games that will provide the most enriching experiences to all the people who play them. Only on our platform will you be able to:
https://pgwallet.info/sweet-bonanza-candyland-demo-casino-review-for-canadian-players/
Tez888 offers various Live Dealer Casino games, including Blackjack, Andar Bahar, Roulette, Baccarat, Poker, and Teen Patti, ensuring diverse entertainment. Jaw-dropping images capturing the natural world, including an aging captive tiger as well as an elephant wading through plastic, have been revealed as the winners and runners-up of the Prince Albert II of Monaco Foundation’s 2025 Environmental Photography Award. quora 8 fours4 sixes The Melbourne Storm are the biggest favourites of Round 10 and given their record off a loss, it is easy to understand why. Be particularly strategic with Pluto triggering the friends and allies in your world (or those who count) in relation to the groups. This is where you have already had one political issue after another and there may be more to come. A purely friendly relationship is also complex.
The Real Person!
The Real Person!
por On Fisioterapia | Jul 18, 2022 | Uncategorized | 0 Comentarios 1win Aviator sadəcə bir slot maşını deyil, hər bir spin sizin üçün uğurlu ola biləcəyi bütöv bir macəradır. Dinamik oyun, böyük mükafatlar qazanmaq imkanı və hər fırlanma həyəcanı 1win Aviator-u həyəcan və adrenalinə dəyər verənlər üçün cəlbedici seçim edir. 1win Aviator ilə qələbənin dadını və uduşlara doğru uğurlu uçuş fürsətini hiss edin. 1win Aviator sizin həyəcan dünyasına biletinizdir, bəxtinizi sınamaq və hər fırlanma həyəcanını hiss etmək imkanıdır. İndi 1win Aviator ilə qalib səmalarda maraqlı uçuşun bir hissəsi olun. Şansınıza inanın və özünüzə böyük hədiyyələr şansı verin. 1win Aviator ilə sizi uğurlu uçuş gözləyir! 1win aviator oyunu, bu platformada ən çox seçilən oyunlardan biridir. Bu oyun, sürətli qazanclar və həyəcan dolu anlar təklif edir. Bundan əlavə, 1win oyna seçimi ilə istifadəçilər çoxlu sayda digər oyunlar da oynaya bilərlər. Bu oyunlar arasında kart oyunları, rulet, slot maşınları və s. yer alır.
https://theatre-de-la-reminiscence.fr/1win-aviator-oyunculari-ucun-en-ugurlu-m%c9%99rc-yanasmalari/
1win Azərbaycan mobil tətbiqi ilə oyunçuların hər yerdən əyləncə və qazanclarını artırmaq imkanı var. 1win indir və 1win yukle linkləri vasitəsilə istifadəçilər asanlıqla tətbiqi əldə edə bilərlər. 1win oyna və 1win giriş əməliyyatları da sadə və sürətli keçirilir. 1win Azərbaycan, bukmeker və kazino xidmətləri ilə məşhur olan bir platformadır. 1win giriş etməklə istifadəçilərə geniş imkanlar təqdim edir, həmçinin 1win oyna seçimi ilə müxtəlif oyunların keyfiyyətli təcrübəsini yaşamaq mümkündür. 1win azerbaycan saytı, sadə interfeysi və istifadəyə uyğunluğu ilə özünü təmsil edir. Bu Telegram qrupuna qoşulmaqla vaxtında və mötəbər siqnalları tapa bilərsiniz. Şirkətin formal platformasından Telegram hesabı barədə məlumat ala bilərsiniz. Buna baxmayaraq, hər dəfə qayğı etdiyimiz kimi, yenə qeyd etməkdə fayda mal. 1Win Aviator oyununda qətiyyən vahid texnika – nə siqnallar, nə də stragetiyalar mübarək nəticəni almağınıza bütöv sədəqə etməyəcək. Aviator əsasən şans oyunu say edilir və təsadüfi təsir ilə qalibini aydın edir.
buy generic diflucan online – flucoan fluconazole 200mg over the counter
The Real Person!
The Real Person!
An eight-course dinner on top of all that chicken had tipped me over the edge – afterwards I stayed crouched over the toilet, panting and full of regret. My body felt heavy and I wiped the chickeny residue from the corners of my mouth, with some relief. I cleaned the bowl, quietly admiring the contents, and feeling I was now a chicken connoisseur capable of distinguishing one expelled chunk of bird from another. I flushed and went to wash my mouth out – the past day or two had seen an insipid film form over my gums and teeth that brushing and mouthwash couldn’t fully remove. Defeated, I went back to bed. Inout Games recently launched a new casino mini-game title Chicken Road. This game is set to win over fans of gambling thanks to its innovative features and attractive earnings prospects. If you’re curious to find out more about this exciting gameHere’s everything you need to know.
https://www.dscomponentes.com/review-navigating-round-history-in-balloon-game-by-smartsoft/
Big Bass Amazon Xtreme, developed by Pragmatic Play, offers an exciting adventure deep into the Amazon, enhancing the beloved fishing theme of its predecessors. This slot, released in 2023, introduces new features and a fresh visual upgrade while maintaining the core mechanics that fans love. Bonus Buy: Big Bass Amazon Xtreme allows players to utilize the Bonus Buy feature, enabling them to directly access the free spins round by paying 100 times their bet. Big Bass Amazon Xtreme online slot produced by Pragmatic Play comes with a default 96.07% RTP and a 5-reel, 3-row playing area featuring 10 pay lines. Big Bass slot game theme is focusing on Amazon River fishing. Players aim to catch big bass, navigating high volatility gameplay. The game features fishing gear, vibrant fish symbols, and a fisherman character on the reels, set against a lush, aquatic-themed backdrop.
order cenforce 50mg online cheap – this cenforce 100mg tablet
The Real Person!
The Real Person!
Baccarat is niet voor niks de favoriet van 007. De eenvoud van de casino game past perfect bij zijn elegante stijl. En ook in ons Belgisch online casino zijn spelers fan van de simpliciteit. Hoe speel je het spel? Jij moet gokken wie het dichtst bij 9 punten komt, punto of banco. Zet in op de speler, de bank of een gelijkspel en win je inzet terug wanneer je juist gegokt hebt. Simpel en spannend! Sweet Bonanza kan voor geld gespeeld worden bij vrijwel alle Nederlandse online casino’s. Een vereiste is dat ze natuurlijk de gokkasten van Pragmatic Play in hun assortiment hebben opgenomen. Gelukkig hebben de meeste legale aanbieders een overeenkomst met Pragmatic Play. Profiteer van de hoge RTP van 96,5% voor Nederlandse spelers van de populaire gokkast Sweet Bonanza. Hieronder vindt u een selectie van erkende en legale online casino’s in Nederland met de beste bonussen.
https://diecepbaldca1987.cavandoragh.org/bekijk-dit
Ik kan sinds 21 November niet meer op de site van betonred. Er staat nog 500 euro op, dat ik gewonnen heb.Alsook nog cash back.Hoe geraak ik terug op de site?Kan toch niet dat ik al mijn geld kwijt ben? Heb ondertussen ook een mailtje gestuurd, maar nog geen reactie op gekregen.Zeer jammer deze situatie.Hooplijk krijg ik vlug een reactie. Zoals met vrijwel alle Megaways-slots, is Sweet Success Megaways zeker een spel dat het spelen waard is. Het biedt enorm veel spanning tijdens het spelen, vooral wanneer de Cascade-functie begint. Bovendien zul je merken dat de winst enorm kan zijn, vooral als je het maximale aantal winlijnen op de rollen krijgt. De welkomstbonus wordt meestal aangeduid met een percentage en de maximale bonus die je kunt krijgen. Met 6 of meer geldsymbolen op de rollen trigger je de Money Respins feature. De gedraaide geldsymbolen blijven sticky op het speelveld staan. Je start met 3 respins. Dit aantal wordt gereset voor elk nieuw sticky geldsymbool dat op de rollen landt. Zijn je respins op? Dan eindigt de Money Respins feature en win je het totaal van de sticky geldsymbolen. De maximale winst in deze feature bedraagt 1.000x de inzet.
buy cialis without a prescription – what is the use of tadalafil tablets how well does cialis work
buy cialis overnight shipping – strong tadafl generic cialis tadalafil 20mg reviews
The Real Person!
The Real Person!
Sweet Bonanza Xmas por Pragmatic Play A trilha sonora está repleta de sinos e vozes angelicais que dão ao Sweet Bonanza Xmas uma atmosfera serena. Sinos de trenós e sons distantes da risada do Pai Natal criam o espírito natalício no jogador. Os tambores giram com um som trémulo que lembra asas de pássaros e sinos alegres celebram as vitórias. Nesse sentido, o Sweet Bonanza Xmas segue a mesma lógica dos jogos slots, mas tem certas particularidades. Por exemplo, não há linhas de pagamento específicas e os símbolos pagam em qualquer posição do tabuleiro 5×6. E então, para iniciar uma ronda é preciso definir o valor da aposta, que vai de no mínimo R$0,60 e no máximo R$375,00 por rodada. Sweet Bonanza Xmas por Pragmatic Play Certifique-se de que compreende completamente a jogabilidade antes de arriscar dinheiro real, testando a nossa versão de demonstração gratuita do Sweet Bonanza Xmas. A versão gratuita está disponível aqui no BETO e também pode jogar esta ou outras slots online a dinheiro real nos casinos online que recomendamos. Todos os jogos funcionam em dispositivos móveis, por isso não hesite em experimentar mais jogos.
https://wordpress-1223157-4359168.cloudwaysapps.com/fortune-ox-h22-novidades-e-diferenciais-desta-versao/
O Fortune Rabbit é um dos Slots mais procurados no país, oferecendo um design inovador, e ganhos máximos de até 5.000x o valor apostado. Aqui, você pode experimentar tudo o que esse Slots oferece na versão Demo – apostando sem gastar nenhum centavo. Fortune Rabbit é acessível em dispositivos móveis como celulares e tablets, além de computadores e notebooks, desde que conectados à internet. Para obter tais ganhos especiais, é necessário acumular pelo menos 5 símbolos premiados, em qualquer espaço da máquina. Como o Fortune Rabbit comporta até 10 símbolos no seu Slots, o ganho máximo que você pode obter com os premiados é de 5.000x. Para obter tais ganhos especiais, é necessário acumular pelo menos 5 símbolos premiados, em qualquer espaço da máquina. Como o Fortune Rabbit comporta até 10 símbolos no seu Slots, o ganho máximo que você pode obter com os premiados é de 5.000x.
zantac 300mg oral – this ranitidine 300mg cost
The Real Person!
The Real Person!
MPL ऐप पर लॉग इन करने के बाद, आपको कुछ कैटिगरीज दिखाई देंगी, जो यह बताएंगी कि कौन-सी गेम्स फ्री हैं और कौन-सी गेम्स में एंट्री फीस लगने वाला है। आप रियल कैश गेम्स खेलकर रियल पैसे जीत सकते हैं। ध्यान दें: कुछ फ्री में पैसा कमाने वाला गेम में भी कैश प्राइज़ जीतने का मौका मिलता है। किसी रियल वीडियो, फोटो या ऑडियो में दूसरे के चेहरे, आवाज और एक्सप्रेशन को फिट कर देने को डीपफेक नाम दिया गया है। ये इतनी सफाई से होता है कि कोई भी यकीन कर ले। इसमें फेक भी असली जैसा लगता है।
https://svmmalerkotla.in/%e0%a4%8f%e0%a4%b5%e0%a4%bf%e0%a4%8f%e0%a4%9f%e0%a4%b0-%e0%a4%97%e0%a5%87%e0%a4%ae-spribe-%e0%a4%95%e0%a4%be-%e0%a4%b0%e0%a5%8b%e0%a4%ae%e0%a4%be%e0%a4%82%e0%a4%9a%e0%a4%95-%e0%a4%91%e0%a4%a8/
नोट: उपरोक्त तालिका केवल उदाहरण के उद्देश्य से है। वास्तविक संख्याएँ भिन्न हो सकती हैं। कुछ ऐसे गेम हैं जिनमें कौशल और रणनीति के जरिए कमाई की संभावना ज्यादा होती है. आइए ऐसे ही दो लोकप्रिय गेमों पर नजर डालते हैं: मैं आपको बता दूं और आप जो भी पैसे कमाएंगे उसे आप पेटीएम, यूपीआई और बैंक में पैसे को ले सकते हैं इस तरह के ऑप्शन होते हैं पैसे विड्रोल करने के | ये गेम पैसा जीतने वाला लूडो गेम भी इसे लोग कहते है |
viagra buy japan – https://strongvpls.com/ cheap viagra 100mg
The Real Person!
The Real Person!
Hemos analizado diversas plataformas de juego en Venezuela y seleccionamos los mejores casinos en línea para disfrutar de juego Tower Rush con seguridad y excelentes beneficios. Consideramos factores como la licencia, la rapidez en los pagos y la disponibilidad de bonos para nuevos jugadores. A continuación, presentamos nuestra selección de los tres mejores casinos para jugar este título con las mejores condiciones. Actualmente, Stake App no dispone de ninguna aplicación descargable para Android o iOS. Sin embargo, esto no representa un problema, ya que la plataforma está completamente optimizada para adaptarse a cualquier dispositivo. El mercado de juegos móviles de la Tower Defense se ha convertido en un segmento dinámico dentro de la industria del juego móvil más amplia, caracterizado por un rápido crecimiento y preferencias en evolución de los jugadores. A partir de 2023, se proyecta que los ingresos por juegos móviles en los Estados Unidos alcanzarán aproximadamente $ 41.2 mil millones, con una porción significativa atribuida a géneros de nicho como la defensa de la torre. Según la Asociación de software de entretenimiento, alrededor del 75% de los hogares estadounidenses poseen un dispositivo que puede jugar videojuegos, lo que subraya el vasto potencial de los juegos móviles y sus subsecciones.
https://dev.oxymorastudio.com/2025/07/14/balloon-slot-demo-probamos-la-version-sin-riesgos/
Inicia sesión para agregar este artículo a tu lista de deseados, seguirlo o marcarlo como ignorado. Para los interesados en tower-rush venezuela, este juego representa una opción emocionante y accesible. Si te preguntas como se juega tower rush, la mecánica es sencilla: construye pisos, acumula multiplicadores y decide el momento óptimo para cobrar tus ganancias antes de que la torre se derrumbe. Así que, ¿a qué esperas? Descarga el cliente y comienza. En este punto es donde Yoshida abordó la presencia de Xbox Game Pass, señalando que Sony ha adoptado una estrategia “más saludable” con PlayStation Plus, al reservar sus lanzamientos importantes para el formato tradicional antes de integrarlos, meses o años después, en el servicio de suscripción. Esta táctica, según él, evita promesas desmesuradas y permite que los juegos mantengan su valor inicial sin afectar la viabilidad comercial de futuras entregas.
The Real Person!
The Real Person!
Este important să rețineți că versiunea Demo Lucky Jet a jocului este concepută în primul rând pentru practică și pentru antrenarea abilităților. Jucătorii își pot încerca mâna și abilitățile în versiunea demo înainte de a decide să joace jocul cu bani reali. Aceasta servește ca un simulator sau mod de testare, oferind o oportunitate de a înțelege mecanica jocului, regulile și experiența generală de joc. În concluzie, pentru a descărca aplicația Lucky Jet, utilizatorii de Android pot instala aplicația 1win de pe site-ul oficial, în timp ce utilizatorii de iOS ar putea fi nevoiți să urmeze instrucțiuni specifice în funcție de browserul pe care îl folosesc. De asemenea, aplicația Lucky Jet poate fi descărcată de pe platforme precum Play Market și App Store. În plus, jucătorii pot accesa jocul Lucky Jet prin intermediul browserului web al computerului lor, fără a fi nevoie de instalarea aplicației.
https://ashokatechnicalconsultant.com/uncategorized/review-ce-face-lucky-jet-de-la-1win-un-joc-special-pentru-jucatorii-din-moldova/
Pariuri pe Auturi de Poartă – Deciderea pariurilor pe tipul de pariu ‘Lovituri din colțul careului mic – Alternativ’ se face pe baza calculului loviturilor din colțul careului mic la finalul perioadei de timp desemnate, de exemplu: Repriza 1 Repriza 2 10 minute. Loviturile din colțul careului mic acordate, dar neexecutate nu se iau în considerare. Bine ați venit pe site-ul oficial de pariuri 1win din Moldova. La cazinou, vei primi o selecție largă de jocuri online, sloturi și cele mai bune oferte de promovare. În plus, toți jucătorii noi pot solicita un bonus generos de bun venit de până la 500% pentru primele depuneri. Începeți să jucați acum cazinoul 1win Moldova. Pentru a plasa un pariu pe un eveniment sportiv, trebuie să parcurgeți următorii pași: Accelerează sarcinile profesionale de AI, grafică, redare și calcul
I am in truth happy to gleam at this blog posts which consists of tons of useful facts, thanks towards providing such data. https://buyfastonl.com/furosemide.html
More posts like this would prosper the blogosphere more useful. https://gnolvade.com/es/comprar-finasterida/
This is my first time pay a quick visit at here and i am really happy to read everthing at one place
Pretty! This has been a really wonderful post. Many thanks for providing these details.
More articles like this would make the blogosphere richer. https://ursxdol.com/provigil-gn-pill-cnt/
More posts like this would persuade the online play more useful. https://prohnrg.com/product/loratadine-10-mg-tablets/
Great information shared.. really enjoyed reading this post thank you author for sharing this post .. appreciated
The Real Person!
The Real Person!
Whether I’m at home or on the go, the app gives me full access to everything — from real money betting to casino-style bonuses — with just a tap. The design is clean, the speed is great, and all online functions work just like on the desktop version. I’ve been using the application Chicken Road for a while now, and I have to say — it really exceeded my expectations. The design looks clean and modern, and the interface responds quickly with no annoying delays. This slot, with a rating of 2.39 out of 5 and a position of 7138 out of 10656, is ideal for those who value balance. Experts (according to 5) highlight stable payouts and moderate bets as its key strengths. If you’re after a big win, patience and luck will be required. The rating was updated on 27.05.2025, so the data is current. Test the slot in demo mode to verify.
https://catalogosparaempresa.com/thimbles-by-evoplay-a-captivating-casino-game-review-for-multi-players/
Next, the videos displayed deepfake, AI-enhanced endorsements of the app from either actor Dwayne “The Rock” Johnson, “divisive social media star” Andrew Tate or “Dude Perfect” podcast host Tyler Toney. Browse the rest of this section to find many more free ball games to play online. As always, many of these games work on both desktop and mobile devices! Loot & Labyrinths: Roll the Dice for Riches Playing ball is a phrase with many meanings, and this category includes “playing ball” in every circumstance where it is possible. In the US, playing ball may refer to playing baseball. Some players like online casino slots made by a particular software provider, while others prefer to play slots that follow a particular theme. Like those whose action is taking place in Ancient Egypt or slots featuring different assortments of fruits or candy, for those with a sweeter tooth.
I couldn’t resist commenting. Warmly written! viagra professional pas cher sans ordonnance
The Real Person!
The Real Person!
Sugar Rush od Pragmatic Play to klasyczny slot z owocami i słodyczami oraz przyjemną muzyką. Wydany w 2022 r. automat składa się z 5 bębnów i 20 linii wygrywających. Embark on an incredible journey through the wonderful world of BonBon. Download ‘BonBon Blast: Sugar Rush Showdown’ today and prepare for an addictive color-matching adventure filled with endless fun and exciting challenges! Bonus W Kasynie Bez Depozytu 20 Zł Sugar Rush 1000 oferuje wciągającą rozgrywkę na slocie online w żywej siatce 7×7. Gra wykorzystuje system Cluster Pays, w którym wygrane są przyznawane, gdy co najmniej pięć symboli tworzy poziome lub pionowe połączenia. Zwycięskie symbole są usuwane, aby umożliwić nowym kaskadowanie w dół, potencjalnie uruchamiając dodatkowe wygrane. Ze współczynnikiem RTP gry podstawowej na poziomie 97,50% i oznaczoną wysoką zmiennością, obiecuje ekscytujące wrażenia z rozgrywki.
https://dodacphuthienphat.com/przeglad-promocji-weekendowych-w-nvcasino-co-warto-wiedziec/
pixbet+download+android zytovision products visionarray Główne skrzypce odgrywają tutaj program lojalnościowy oraz turnieje na automatach do gier. Każda osoba, która zdecyduje się zarejestrować w Vulkan Vegas casino, podczas zabawy zbiera punkty lojalnościowe, dzięki którym pnie się w hierarchii graczy. W ten sposób można odblokować nowe, przystępniejsze możliwości zabawy. Turnieje wyłaniają najlepszych użytkowników na wybranych grach, przyznając dodatkowe pieniądze dla osób z pierwszych miejsc. Od momentu wystartowania dokładamy wszelkich starań, żeby zapewniać naszym odbiorcom dokładnie tego, czego oczekują. Podmiot ten dysponuje tylko jednym bonusem powitalnym na zakłady sportowe, jednakże jest on bardzo lukratywny. Wzory swoim uzyskania są fantastycznie proste, trzeba zarejestrować profil na platformie 20Bet, a następnie wpłacić depozyt o cenie minimalnej 80 PLN. Warto zaznaczyć, iż im więcej pieniędzy zainwestujemy, tymże więcej środków bonusowych uzyskamy (maksymalnie pięćset PLN). Każde bonusy kasynowe należy obrócić 40x, aby móc wypłacić środki na własny rachunek bankowy. Niestety tęskni tu uwielbianego za pośrednictwem kasynową społeczność bonusu z brakiem depozytu. Witryna 20Bet wypracował samemu obecną pozycję, głównie dzięki swojej niesamowitej palecie przeznaczonej gwoli świeżych zawodników.
The Real Person!
The Real Person!
De maximale uitbetaling van 5.000x de inzet is zeker haalbaar. Menig speler heeft de maximale uitbetaling van Sugar Rush al bereikt. Klik op Afspelen om de videogids te bekijken voor Sugar Rush. Mobiele versie van het spel sugar rush dat vind je niet op Slotomania, Het is verhoogd tot 21. Zodra u uw mobiele telefoonnummer in te voeren ontvangt u eenvoudige gegevens om de no deposit bonus te ontvangen, Abracadabra en Jacks or Better bekijken. CasinoCasino heeft de groepsbrede selectie van Live Roulette en Blackjack tafels van NetEnt Live, in het geval van het spelen van web roulette online. Het aanbod omvat alle klassieke titels, wild symbolen en freespins in de machine sugar rush moet u een casino dat sterke software voor RNG heeft-een complexe programmacode of mechanisme dat willekeurige nummers voor de spelers biedt.
https://talkline.co.in/read-blog/68630
Sugar Rush werd uitgebracht in juni 2022 als een LeoVegas exclusive en is een Pragmatic Play cluster pays slot, in de geest van Sweet Bonanza en Fruit Party. } } Een online casino zonder CRUKS en zonder KSA-licentie wordt volgens de Nederlandse wetgeving als niet legaal beschouwd. Echter, als een online casino een vergunning heeft in het buitenland, zoals in Malta, Curaçao of Gibraltar, wordt het volgens de wetgeving van dat land als legaal erkend. Binnen de Europese Unie bestaan discussies over de vrije dienstverlening. Tenslotte kan de Sugar Rush slot grote uitbetalingen opleveren. Met 5.000 x maximale inzetwinsten is de maximale winstkans 1 op 2,34 miljoen spins. Het winnen van 1.000 x je totale inzet of meer gebeurt gemiddeld elke 37.900 spins. De sleutel tot grote winsten is via de Free Spins-functie.
The Real Person!
The Real Person!
Sugar Rush è disponibile anche su dispositivi mobili, grazie all app con giochi casinò, offrendo la stessa esperienza coinvolgente anche su smartphone e tablet. Grazie alla sua grafica di alta qualità e alle animazioni fluide, il gioco si adatta perfettamente ai piccoli schermi e consente così di divertirsi comodamente sfruttando una semplice connessione a internet. Insomma, vi basterà aprire l’app di gioco sul device e potrete gustare tutte le delizie di Sugar Rush ovunque vi troviate. \nNella roulette, lo scopo del gioco è prevedere in quale campo numerico atterrerà la pallina che il croupier lancia nella ruota della roulette. A seconda della versione della roulette, questa ruota è composta da numeri da 0 a 36, e nella roulette americana c’è anche un doppio zero. Si dispone quindi di un’ampia gamma di opzioni di scommessa, dai singoli numeri con le vincite più alte alle semplici quote sul rosso o sul nero.\nNel nostro Casinò Live è possibile giocare alle seguenti versioni della roulette live:
https://djoslawasvi1988.cavandoragh.org/http-it-missionuncrossable-it
La funzione Bonus Buy di Sugar Rush 1000 offre l’accesso immediato al round Giri gratis per 100 volte la puntata o al Super Giri gratis per 500 volte, dove i moltiplicatori sono già presenti sulla griglia, anche se con un RTP inferiore del 96,52%. Video sugar rush Controlla la scheda Le mie offerte per vedere se hai delle caselle da scartare, chiunque cerchi un nuovo posto dove giocare dovrebbe sicuramente passare un po ‘ di tempo ad esplorare ciò che 888 ha da offrire. Winners will also be notified through Facebook or Twitter, controls. Interesting experiences with Sugar rush in online casinos. In addition, you will learn about the SmarSoft history. We summarize the pros and cons below, the providers of these services are all well established companies who have been around for some time.
naturally like your web site however you need to take a look at the spelling on several of your posts. A number of them are rife with spelling problems and I find it very bothersome to tell the truth on the other hand I will surely come again again.
Good post! We will be linking to this particularly great post on our site. Keep up the great writing
The Real Person!
The Real Person!
Παρακάτω παρουσιάζουμε τις αποδόσεις για συγκεκριμένα σύνολα συμβόλων στο Sugar Rush 1000, ώστε να κατανοήσετε καλύτερα την αξία των κερδών σας. Σημειώστε ότι κάθε συνδυασμός από 5 έως 15 σύμβολα αποδίδει διαφορετικό ποσό. Παρακάτω παρουσιάζουμε τις αποδόσεις για συγκεκριμένα σύνολα συμβόλων στο Sugar Rush 1000, ώστε να κατανοήσετε καλύτερα την αξία των κερδών σας. Σημειώστε ότι κάθε συνδυασμός από 5 έως 15 σύμβολα αποδίδει διαφορετικό ποσό. Εάν τα συνολικά κέρδη σας στα δωρεάν παιχνίδια ή σε οποιαδήποτε σειρά Tumbles φτάσουν τα 5000x το ποντάρισμα, η λειτουργία λήγει. Παίξτε τον κουλοχέρη Sugar Rush με 20 ευρώ και τα έπαθλα μπορεί να φτάσουν τα 100,000!. Το Pragmatic Play δίνει σε αυτό το φρουτάκι 5 αστέρια από τα 5 στη δική του κλίμακα μεταβλητότητας, οπότε τείνει να κερδίζει λιγότερο συχνά από πολλά άλλα, αλλά τα έπαθλα μπορεί να είναι υψηλότερα.
https://www.findit.com/ekggcfjnlozmysu
Ding! Dong! Christmas Bells Slots Demo Το Honey Rush διαθέτει ένα πλέγμα με 7 τροχούς, όπου αντί για τις συνηθισμένες γραμμές πληρωμής, το παιχνίδι προσφέρει νίκες με τη σύνδεση συμβόλων σε ομάδες. Το ελάχιστο ποντάρισμα ανέρχεται σε 0,2, ενώ το μέγιστο ποντάρισμα αγγίζει τα 100. Alekhine once more demonstrated his superiority over his contemporaries, though his successful margin of 1 point was a lot narrower than at Bled 1931 (5½ factors) or San Remo 1930 (3½ points). Mining Rush Slots Demo Sugar Rush Xmas από Pragmatic Play Very funny pictures aap ki adalat kangana ranaut download However, there’s no red line for determining whether the primary reason for your trip is for business or pleasure. Clearly, if you spend more days on business than personal activities, it demonstrates a business need for the travel.
This is the big-hearted of scribble literary works I in fact appreciate. https://ondactone.com/spironolactone/
The Real Person!
The Real Person!
Sweet Bonanza Candyland is Pragmatic Play’s answer to Evolution’s Crazy Time. Like Crazy Time, many players are looking for a stats tracker to predict when the lucrative bonus rounds hit. Sweet Bonanza is not just another candy-themed slot; it’s a game that combines vibrant graphics with unique gameplay. This slot stands out due to its high-quality design, exciting features, and generous payout potential. Unlike traditional slots, Sweet Bonanza does not use standard paylines. Instead, it offers a “pays anywhere” mechanism where clusters of 8 or more matching symbols can result in a win. McLuck not only serves up the option to play Sweet Bonanza, but players can also take a spin with Sweet Bonanza 1000, Sweet Bonanza Jackpot Play, Sweet Bonanza Dice, and Sweet Bonanza Dice.
https://ripostecreativegironde.xyz/bacasable/?clunensonre1982
Sweet Bonanza 1000 is very much a been there, done that kind of game. It offers very little, but I still gave it a chance. I decided to play 50 spins with my bet set at $2 per spin. And BOOM, we are off to a great start, landing $28 within my first ten spins. After that, a lot of consecutive wins form by the Tumbler mechanics. With 29 spins left, I am breaking even. That said, with my last 15 spins, the game goes quiet, and landing wins is less frequent. With my last five spins, a flurry of wins totaling $5.80 sees me fall $10, which is sort of breaking even. Not a bad experience, really. No casinos available. The Ante Bet feature, exclusive to “Sweet Bonanza 1000 Dice,” adds another layer of strategic depth. By increasing the bet multiplier by 25% (e.g. from 20x to 25x), the chance to hit scatter symbols increases, which effectively increases the likelihood of triggering Free Spins. While this feature was present in “Sweet Bonanza 1000”, it is unavailable in “Sweet Bonanza Dice,” highlighting a point of differentiation within the series. For those eager to test the waters before committing real money, the demo mode offers a comprehensive tutorial – simply launch the demo version and refer to the in-game help by pressing “(i)”.
Your article helped me a lot, is there any more related content? Thanks!
The Real Person!
The Real Person!
18+, New Customers Only, T&C apply, Play Responsibly Co Jest Wyjątkowego W Głównym Slocie Wild Wild Chest SKŁAD: Mączka z traw 32%, mączka z nasion słonecznika, mączka z tymotki łąkowej (Phleum pratense pratense) 14%, lucerna, pulpa z buraka, pulpa jabłkowa, melasa trzcinowa (z trzciny cukrowej), lignoceluloza, sproszkowany korzeń cykorii, olej sojowy, makuch lniany, chlorek sodu , fruktooligosacharydy 0,75% Betway Casino is a real money live casino games and gambling app. Please gamble responsibly and only bet what you can afford. For gambling addiction help and support, please visit: Dlaczego warto wybrać czapki?:Czapki firmowe nie są jedynie gadżetem promocyjnym. To także praktyczny prezent dla pracowników czy partnerów biznesowych. Ponadto, czapki z logo są doskonałym narzędziem podczas eventów czy targów branżowych.
https://duriandeck.borangjualan.com/2025/08/verde-casino-w-polsce-jak-korzystac-z-cashback-i-maksymalne-kwoty-zwrotu/
BonBon Blast – Sugar Rush jest uruchamiany w następujących systemach operacyjnych: iOS. Ikony pojawiające się na ekranie Sugar Rush slot to przede wszystkim cukierki. Odpowiadają one za standardowe kombinacje wygrywające za klastry, składające się z od 5 do 15+ symboli. Dodatkowo można trafić jedną ikonę specjalną. To Scatter, który nie odpowiada za wypłacenie nagrody, a jedynie uruchamia bonus darmowych spinów. Wystarczy, że w dowolnym miejscu na ekranie pojawi się 3, 4, 5, 6 lub 7 symboli, a gra przyzna 10, 12, 15, 20, lub 30 bezpłatnych obrotów. Poszukaj pieczęci zatwierdzenia eCOGRA, automat do gier mechanika w sugar rush że nie uważają. Dzięki temu, że ani depozyty. Slot Sugar Rush 1000 – nasz werdykt and idea for your next game
The Real Person!
The Real Person!
As far as fishing or Christmas themed slots go, there are better examples of both, but fans of the original Big Bass Bonanza game might be up for the scenery change. Sweet Bonanza Reels Kingdom developed a Christmas Big Bass Bonanza demo play slot under the Pragmatic Play umbrella. It was established in 2015, led by Julian Jarvis, based in Gibraltar. This provider’s reputation has grown for its exploits in delivering high-quality slots, live casino tables, and bingo products to trusted casinos. Pragmatic Play is recognised for its action-packed titles featuring mobile compatibility and exciting themes. During Free Spins, each Fisherman symbol that appears collects all cash values from the Money symbols in view. In addition, Fisherman symbols are collected to progress the Progression Trail. Every 4th Fisherman Wild collected this way retriggers the free spins round, granting an extra +10 free spins. At each retrigger a multiplier of x2, x3, x10, x20, x30, x40, and x50 is granted for levels 2 to 8, respectively. Multipliers apply to Money symbol collections. After the eighth level, the feature cannot be retriggered anymore. As in other Big Bass games, these modifiers may trigger, too:
https://lp.frankread.com/how-to-find-aviator-on-betway-in-under-10-seconds/
“Big Bass Bonanza is one of Pragmatic Plays best online slot releases. The bonus game is excellent and the max payout value of 2,100x is not to be sneezed at. Big Bass Bonanza offers a great deal of fun and excitement.” The RTP of Big Bass Bonanza is above average at 96.71%, This means that for every $100 wagered, players will get an average return of $96.71 over time. However, due to its volatility, the wins may not be frequent. When they do hit, however, they’ll be more substantial than a lower volatility slot. Where to find the best bigger bass bonanza bonus codes: At TeleVega Casino using other promotions parallel to this Bonus is unfortunately not possible, you can see the way this aspect of online slot machines is working. So by seeing how all poker sites fare on the following test, multi-currency banking and regular game releases. The Commission, Quickfire allows casino operators to experience the excellence of Microgaming technology and brand reputation all the while enjoying fully integrated & developed infrastructure for all online gaming products.
The Real Person!
The Real Person!
Yes, almost all of our top rated free casino slot games are perfect for mobile users. Take a look at our recommended online casinos for a list of great mobile-friendly options. You can email the site owner to let them know you were blocked. Please include what you were doing when this page came up and the Cloudflare Ray ID found at the bottom of this page. There are many resources for learning more about responsible gambling or treating problem gambling. The National Center for Responsible Gambling and Gamblers Anonymous sites each share lots of information about how to get in touch with local resources in your state. Aristocrat introduced Buffalo Gold slot as a new version of the popular Buffalo slots. It features a bonus wheel and offers more ways to increase winnings. It has 5×3 reels with 9 pay lines and includes symbols such as animals, a sunset, and the game’s logo. Lucky winners can randomly receive a non-progressive jackpot of $51,621.30. Our review consists of all bonus features, paytable descriptions, and tips. Buffalo Gold slot game stands out among animal-themed releases with its golden main character. Here is a brief overview of three popular Buffalo slot games, including key features, RTP, plus notable details.
https://www.tvmalai.co.in/monthly-plinko-leaderboard-featured-on-khattameeta-in-a-game-review/
The industry of online gambling is growing rapidly, and he has worked with some really good players over the years. He played in cities in Illinois, you are the manager and therefore. While CryptoLogic has made serious waves in the online slots vertical, it is important to be informed on the daily conditions of the players. For instance, PSG Talon lifted the regional trophy and secured a spot at the MSI 2023. There are other cryptocurrencies available but Bitcoin occupies the top spot and is the common preference of professional and amateur gamblers alike, the NetEnt slots were the first games available at this online casino. Hence the slick and modern website design, and there seem to be more coming out every year. This slot uses the Megaways system, which randomises the number of symbols on the reels for each spin.
The Real Person!
The Real Person!
Aviator to gra w stylu crash, która ukazała się w 2019 roku. Została stworzona przez firmę Spribe z Gruzji. Ludzie, którzy lubią kasyna, uwielbiają ją, ponieważ jest łatwa do zrozumienia i grania. Gra jest ekscytująca i zwraca 97% postawionych pieniędzy. Z punktu widzenia designu interakcji, Aviator to przypadek graniczny. Gra bez fabuły, bez progresji, bez typowego loopu nagród. Zamiast tego: jeden ekran, mnożnik i decyzja. Ale właśnie w tym minimalizmie kryje się źródło zaangażowania. Aviator nie odwraca uwagi — zmusza do myślenia, obserwacji, refleksu. Nie prowadzi gracza — stawia go w centrum wydarzeń i każe wybrać. Teraz albo nigdy. Tryb demonstracyjny nie służy do nauki gry. On służy do testowania własnego zachowania w warunkach bez kosztu. To różnica kluczowa — bo Aviator nie jest grą do „zrozumienia”, tylko do przećwiczenia reakcji. W demo gracz podejmuje te same decyzje, ale ich konsekwencje nie działają na ciało. Brak napięcia. Brak mikrodrgań dłoni przy wypłacie. Brak stresu. A przez to — inne wybory.
https://considera.es/jak-rozpoczac-przygode-z-playbison-kompleksowy-przewodnik-rejestracji-i-uzytkowania-dla-polakow/
Преимущество такого режима заключается в честном геймплее. Также им доступен лайв чат для общения с ведущими и посетителями площадки. Ставки принимаются только деньгами с основного баланса. Карточная игра с простыми правилами и быстрым темпом. Побеждает тот, кто наберет больше очков, но не более 21. Для быстрого ориентирования созданы различные подборки. Интернет-магазин ElytS работает с официальными поставщиками бренда напрямую, поэтому гарантирует качество оригинальной продукции. Повседневная элегантная и женственная одежда Пинко поразила европейских девушек яркими расцветками тканей. Они влюбились в удобные и универсальные фасоны, в мастерство дизайнеров, которые талантливо подчеркивают выигрышные черты женского силуэта.
More articles like this would frame the blogosphere richer.
https://doxycyclinege.com/pro/ranitidine/
The Real Person!
The Real Person!
Hoewel het een gloednieuwe, deze regels worden niet afgedwongen. Vermenigvuldiger sugar rush legaal online gokken zonder geld houdt in dat spelers de mogelijkheid hebben om casinospellen te spelen zonder echt geld in te zetten, dat is de reden waarom spelers spelen op hun favoriete casino’s gerund door overzeese exploitanten. E-mail: Gratis Spins functie -3 of meer Gratis spin symbolen activeer deze functie, de meest aantrekkelijke naam aan boord gebracht was 23-jarige verdediger Conor Timmins. Hij had vorig jaar maar 65 doelen, de eerder genoemde voormalige AVS verdediger die top-pair facturering in zijn toekomst heeft. Grand Casino Chaudfontaine 200% bonus tot €5000 + 50 gratis spins De oogverblindende graphics en de levendige soundtrack zorgen ervoor dat de Sugar Rush slot boven de concurrentie uitsteekt. Tuimels met almaar groeiende vermenigvuldigers kunnen bij elke draai enorme prijzen opleveren, hoewel de hoge variantie ervoor kan zorgen dat je vaak achter elkaar verliest tussen de winstgevende spins in.
https://experienciasimk.com/review-van-sugar-rush-een-zoete-explosie-in-belgische-online-casinos/
E-mail * Games seem to run quite smoothly on the phone as well, it wasnt until 2023 that Sky Bet became a major force in the marketplace. Free demo casino slot games features of a gambling website make all the difference, you are welcome to operate your account and make payments with the help of the application provided by Bondibet casino. What’s a wild symbol can make it worth all on the reels the scatter symbols will lead to a scatter symbol and the then chances, chasing a big prize or want to experience the authenticity of classic casino games from your living room. The online world has become very dangerous in recent years, Midi. These include even more free spins as well as cash drops, and Maxi progressive jackpot prize up for grabs. You can not only enjoy seeing the famous park in the background and all the familiar faces and types of dinosaurs as the symbols but also have fun watching the video cutaways from the movie during the game, stream casino login app sign up along with themed symbols like a notebook. How to use skrill in the online casino?
The Real Person!
The Real Person!
Yes, players can customize their number of mines and use autoplay to streamline gameplay in Mines. King Casino players will find they are spoiled for choice if they wish to play roulette for real money online. We have all of the popular variations: European roulette, American roulette, French roulette, and double ball roulette. Not every developer of the game offers a demo version. Spribe takes care of the client and proposes a free trial version of the game. This helps the player to comprehend the logic of the game without worrying about losing money during the learning stage. The free Mines game version does not require registration of an account. OLG shall have the right to notify all third parties which OLG, in its sole discretion, determines to be appropriate in the event of any actual or suspected collusion, cheating, fraud or criminal activity by any Player or the taking of any unfair advantage by any Player, including the appropriate law enforcement authorities and other third parties that OLG determines to be appropriate (for example, police services, the AGCO, OLG’s payment processors, Event governing bodies, other operators providers of sports being platforms, and credit card issuers and brands).
https://crr.ma/non-classe/chicken-road-by-inout-a-review-for-new-zealand-players/
© Copyright Ludo Hind. All Rights Reserved To play Ludo game online for real cash prizes on MPL, simply download the MPL app, create your account for free, and search for the ludo game. You will find three variants of ludo money-earning game – Ludo Win, Ludo Dice, and Ludo 2 Dice. All three variants offer multiple cash game options from which you can choose. You can also play the free ludo games with real cash winnings to earn real money. Daily Active Cash prize User Once you have downloaded the playerzpot.apk file then click on open Explore the Best Ludo Game Daily Active User Ludo Empire has ludo players of all ages and playing styles for you to compete against. With its variety of modes, lakhs of games, free-practice matches, and cash-winning tables, every type of Ludo player gets to enjoy the game in their style.
The Real Person!
The Real Person!
अगर आप फैंटेसी गेम्स के दीवाने हैं और अपनी गेमिंग स्किल्स को पैसे में बदलना चाहते हैं, तो PlayerzPot आपकी पहली पसंद होनी चाहिए। तो देर किस बात की? अभी डाउनलोड करें और अपने सपनों को हकीकत में बदलें! जियो की इस इलेक्ट्रिक साइकिल का डिजाइन ऐसा है कि पहली नजर में ही आपका दिल जीत ले। मजबूत और हल्का फ्रेम, स्टाइलिश फिनिश और एरोडायनामिक शेप इसे भीड़ से अलग बनाते हैं। चाहे आप शहर की सड़कों पर चलें या गांव की पगडंडियों पर, यह साइकिल हर जगह फिट बैठती है।
https://sharpeyesfvc.com/2025/08/08/%e0%a4%8f%e0%a4%b5%e0%a4%bf%e0%a4%8f%e0%a4%9f%e0%a4%b0-%e0%a4%97%e0%a5%87%e0%a4%ae-%e0%a4%95%e0%a4%be-%e0%a4%b5%e0%a4%bf%e0%a4%b8%e0%a5%8d%e0%a4%a4%e0%a5%83%e0%a4%a4-%e0%a4%85%e0%a4%b5%e0%a4%b2/
ऐप इंस्टॉल होने के बाद, खिलाड़ी पेटीएम, यूपीआई, क्रेडिट डेबिट कार्ड और ई-वॉलेट जैसे लोकप्रिय भुगतान विधियों का उपयोग करके धनराशि जमा कर सकते हैं। कई कैसीनो उदार पंजीकरण बोनस प्रदान करते हैं, जिसमें 700% तक का मैच बोनस शामिल है, जो आपकी शुरुआती पूंजी को काफी बढ़ा सकता है। “एविएटर ऐप” के निर्माताओं ने प्रचार के लिए सभी क्षेत्रों के दिग्गजों और प्रभावशाली लोगों को निशाना बनाया है जिनमें कॉमेडियन कपिल शर्मा, क्रिकेटर विराट कोहली और महेंद्र सिंह धोनी से लेकर उद्योगपति मुकेश अंबानी तक शामिल हैं.
Greetings! Extremely serviceable advice within this article! It’s the petty changes which wish turn the largest changes. Thanks a a quantity in the direction of sharing! http://pokemonforever.com/User-Pskcts
The Real Person!
The Real Person!
Saturday: 10 A.M. – 6 P.M.SUNDAY: 12 P.M – 5 P.M. .default-ltr-cache-19xbmlrTRAILER Nerdly 2,481 fans get concert alerts for this artist. WELL FED LIVE November 18 2006, 01:30 Sugar Rush 1000 offers an exclusive gaming experience that combines the thrill of slots, the strategy of table games, and the social interaction of live casinos. Its unique features, complex gameplay, and enticing payouts have captivated gamblers worldwide. By understanding the game mechanics, mastering strategies, and managing bankrolls effectively, players can enhance their chances of success in this captivating game. Overall, Sugar Rush: Extra Sweet is a fast-paced show, that showcases the baker’s talents and allows them to promote their own businesses which is fantastic. The energy issues from the previous season were fixed and a new reward system helped tie every round together. Each episode is almost an hour-long but the high-energy throughout does help the time fly. I would recommend it to people who are a fan of The Great British Bake Off but find it somewhat too relaxed!
https://team1228.com/teen-patti-gold-cash-mode-playing-for-real-rewards/
There are 2 ways to place an order on Uber Eats: on the app or online using the Uber Eats website. After you’ve looked over the Sugar Rush Sweeties menu, simply choose the items you’d like to order and add them to your cart. Next, you’ll be able to review, place and track your order. We offer a variety of baked goods to complement our drinks. From cookies to a morning bagel you are sure to find something to satisfy your hunger or sweet tooth! Sales of sweetened soft drinks overall have fallen slightly in the past couple of years, as fresh fruit juice sales have risen, but they remain far higher than a decade ago. In 1992 we drank 1.5l of soft drinks per person per week; that rose to about 1.8l in 2003 4, and dipped down to about 1.7l in 2004 5. (Most of this, 1.4l, is sugared, not low-calorie.) And even the fruit juice seems to be getting sweeter. Sainsbury’s has started selling a fresh pressed, not from concentrate, red merlot grape juice that is delicious but contains a breathtaking 44g of sugars per modest serving. That is more than in a can of cola, albeit in a different form. A traditional pressed apple juice next to it on the shelf has 27g of sugars per serving.
order dapagliflozin generic – dapagliflozin 10 mg brand forxiga 10 mg pills
The Real Person!
The Real Person!
Online Slot Games For Free Even if this happens automatically, and the player must bet on the outcome of the roll. If you feel like a bit of lawn bowls in between spinning the reels, but have you ever heard about a wicked one. In this article, however. As I said, which is an opposite to usual 0 and also has a green color. Sweepstakes casinos don’t offer the same range of games as real money casinos. While real money casinos will nearly always have a strong live dealer and table games section from brands like Evolution Gaming, this is not popular at sweeps casinos. Golden Casino – Slots Games Betwiz Casino No Deposit Bonus Codes For Free Spins 2025 Yes, you can play online slots for real money. Create an account at your chosen slot site, deposit real cash and then spin the reels. If you land a winning combination, you’ll win a payout or unlock a bonus round where you can enjoy free spins, win multipliers or even mini-games to get bigger cash prizes!
https://netpointtechnologies.co.ke/why-mostbet-lucky-jet-is-gaining-popularity/
Vending Machine Chicken-themed titles are casino titles inspired by the “Why did the chicken cross the road?” joke, reimagined as interactive gambling experiences. These include slots, crash, and mine games where players can guide chicks through hazards to earn multiplier wins. Popular examples include Mission Uncrossable, Chicken X, and Chicken Road. The legendary game Crossy Road, also called Mission Uncrossable, was released for smartphone users in 2014. Players of all skill levels have fallen in love with it because of its charm and simplicity. One of the draws of the chicken game for Roobet Canada players is the potential for a large multiplier. The long-time record reached x3134.87! The significant profit potential is $1,000,000, which has been won several times. Roundme is an independent publishing and comparison platform funded through advertising and affiliation channels. Our compensation comes from the positioning of sponsored products and services, as well as clicks on certain links on our site. This remuneration may potentially influence how the products are displayed, their placement, and ranking in various categories of our list. However, all our analyses on Roundme are complete and impartial evaluations, validated by our certified experts. We are active in 18 countries and place major priority on the excellence of information, committing ourselves to maintaining complete transparency with our readers.
order xenical online cheap – orlistat online cost xenical 120mg
Aw, this was an extremely nice post. Taking a few
minutes and actual effortt to create a very good article… but what can I say… I put things
off a lot andd don’t seem to gett anything done. https://w4i9O.mssg.me
The Real Person!
The Real Person!
Game Provider Restrictions: Compared to the MyStake or Stake Casino range of chicken games, Roobet’s Mission Uncrossable offers a more strategic gameplay approach, relying on player skill, fast reactions and a solid understanding of the mechanics. One of the most noticeable aspects of Mission Uncrossable is its graphics quality. The game features vibrant colors, crisp textures, and missionuncrossablegame.org detailed animations that bring the game world to life. But how does it compare to other slots? But how does it compare to other games that feature similar sound design? For example, let’s take a look at Microgaming’s Break da Bank Again slot. This game features some great sound effects and music, but they are perhaps not as polished or engaging as Mission Uncrossable’s.
https://senchola.com/insights-into-aviatrix-bonus-payout-approval-times-in-uk-online-casinos/
Yes. The buffalo king megaways slot demo is identical to the real-money version in terms of mechanics, symbol payouts, and bonus triggers. This allows you to explore different betting approaches without financial risk, making it a valuable preparation tool before committing to real stakes. Even if you’re new to online slots, getting started with Buffalo King Megaways is quite straightforward. But before we get to that, you need to find an online casino to play on. if you don’t already have a preferred casino site, read our casino reviews to see the best site in your location. Rich 9 Casino Login App Sign Up Live casino games offer a different way to play compared to standard online casino games. Instead of instant digital outcomes, these games involve real-world mechanics, bringing an element of human interaction to the experience. At Mr Luck, there are different live games to explore, each with unique features and rules.
More text pieces like this would create the интернет better. http://www.dbgjjs.com/home.php?mod=space&uid=532981
The Real Person!
The Real Person!
UPI’s key features—instantaneous transactions, security through two-factor authentication, and compatibility with Indian bank accounts—make it an ideal payment method for Indian online casino players. The rise of UPI casinos is driven by the growing preference for local payment methods that offer: Conduct and monitor transactions wirelessly Charges for sending money to a wallet account will be as follows: The first step is to create a UPI account. You can do so by choosing one of the many available UPI applications available, such as Google Pay. If you select Google Pay, you can download it from the App Store and enter the mobile number linked to your UPI-member bank like ICICI Bank. You will select your bank from a drop-down menu, and Google Pay will find your bank account linked to your mobile number. After Google Pay finds your bank account, the app creates a UPI ID for you. Once you have your ID and input your card information, you will be asked to create a six-digit UPI PIN. You will use this to make future transactions.
https://truedealz.in/blog/2025/08/28/blast-off-with-space-xy-a-bgaming-online-casino-game-review-for-indian-players/
Zero Balance Go Savings Account The Bet939 APK is not just about playing for fun; instead, it’s also about winning real prizes while you play. While it might take some time to accumulate a significant amount of money, consistent participation and engagement with the app will allow you to see real rewards over time. The game offers several ways for players to earn cash rewards. Here’s a step-by-step guide on how to maximize your earnings from the app: money coming apk download Sign in to add this item to your wishlist, follow it, or mark it as ignored International money transfer services accessible from Google Pay are provided and processed by a third party money transmitter, Wise US Inc. For more information on Wise, visit wise terms-and-conditions. Users can access the fund, otherwise known as FOBXX, using Franklin Templeton’s BENJI platform.
The Real Person!
The Real Person!
Developed by award-winning prolific game developer Play’n GO software developer, the Reactoonz slot is a fun and vibrant online slot machine that whisks players on a magical adventure to an extraterrestrial alien world. The graphics that bring those cute aliens to life start as soon as you hit “spin.” The background adds to the fun vibe by making a surreal atmosphere that is both fun and inviting. Reactoonz could become your new favorite slot game if you want to play one where the pictures are the stars and you want to have fun. Energoonz was released in December 2013 but it wasn’t until Reactoonz came nearly 4 years later that the Reactoonz slot series was born. With a few more additions, this interstellar slot series is amongst the most popular with Cluster Pays slots fans. Below, I look at each game in greater detail:
https://pad.fablab-siegen.de/s/lF19uhbjo
Before claiming a casino deposit bonus, decide how much you’re comfortable depositing and potentially risking. If you’re looking for a low-risk experience, opt for sign-up bonuses with smaller minimum deposit requirements and low wagering conditions. This way, you can enjoy the bonus without committing too much of your own money. Kong Casino has a generous welcome bonus offered to all new players upon registering and placing your first deposit. 18+. New players only. Min deposit £10. 100% up to £100 + 30 Bonus Spins on Reactoonz. Bonus funds + spin winnings are separate to cash funds and subject to 35x wagering requirement. Only bonus funds count towards wagering contribution. £5 bonus max bet. Bonus funds must be used within 30 days, spins within 10 days. Affordability checks apply. Terms Apply. Gambleaware.org Please gamble responsibly. #AD
The Real Person!
The Real Person!
Je kunt Sugar Rush 1000 gratis spelen op veel casinosites of het platform van de spelprovider. De demo laat je het spel verkennen zonder risico op verlies van geld. Je moet het proberen om de spelmechanica volledig te begrijpen. Having issues with Sugar Rush 1000 ? Sugar Rush Dice-slot van Pragmatic Play werd uitgebracht in juni 2022 en heeft een candythema. Vol met jellybaby’s en gummibeertjes, word je meegenomen naar een wereld vol snoep. Door gebruik te maken van zachte pastelkleuren zijn de beelden helder en kleurrijk. Met een gigantische selectie aan klassieke slots, moderne videoslots en jackpotspellen is er altijd een ruime keuze. Zoek je naar Megaways slots, bonus buy features of progressieve jackpots? Je vindt ze allemaal in ons uitgebreide aanbod. Van penny slots tot aan de grote, spelerwinst rtp in sugar rush kunt u er zeker van zijn dat de back-up zal verschijnen in de volgende wedstrijd. U kunt vandaag nog een van de sportbook kiezen, hoe dan ook. Het winnen bij een casino met welkomstgeld kan een geweldige manier zijn om je casinoreis te beginnen, wat doet dit slot game bieden. Dus in essentie stapel je de bonussen, kan het uw kans om een grote hit te nemen.
https://redchillez.com/2025/09/07/big-bass-splash-review-win-groot-in-nederlandse-online-casinos/
Kijkend naar de pros en cons die kleven aan Sugar Rush 1000 winnen eerstgenoemde het ruim van laatstgenoemde. Vooral het winspotentieel en lucratieve bonus features springen daarbij in het oog, zoals ook duidelijk te zien in onderstaand overzicht van alle voordelen en nadelen van Sugar Rush 1000: Het is niet mogelijk om op Sugar Rush gokkasten bepaalde tactieken te gebruiken die je zullen helpen om te winnen. Net zoals bij alle legale slots wordt er gebruik gemaakt van Random Number Generator (RNG). Dit zorgt ervoor dat tijdens het Sugar Rush spelen de uitkomst van iedere spin geheel willekeurig tot stand komt. Je kan tot wel 5.000 keer je inzet winnen op de Sugar Rush van Pragmatic Play. Speel Sugar Rush met een lage of een hoge inzet, de maximale winst blijft hetzelfde op het populaire kansspel.
The Real Person!
The Real Person!
Book of Dead lovers will also love Legacy of Dead for sure! This game is by far the the slot that looks the most like Book of Dead. If you compare the Slots like Book of Dead, this is has the most similarities. Book of Legacy is developed by Play’n Go. This providers has developed a lot of extremely popular slots, but Book of Legacy is one of their best. Each week, a schedule of giveaways and community activations infuses another avenue for engagement. Prize pools often consist of cash prizes, as well as thousands of free spins on featured titles, ensuring that the slot section of the site stays alive and connected to all of the active promotions. Next, and free money offers. You also have equal chances of winning, SlapShot provides players with a chance to win big jackpots. It has a lot of character and a bunch of bonuses for even the most jaded slots player, free spins no wagering 2025 canada and it benefits from all other traditional slot mechanics including Wild Symbols.
https://www.internetbaglat.com/high-payout-slots-sugar-rush-1000-where-to-play/
First, you must make sure they are safe to play! Our list of no wagering required bonuses has been verified by experienced gambling professionals and guarantee safety and security to any Canadian player. So, you get plenty of chances! This popular slot by Play’n GO follows the adventures of Rich Wilde. Players will have fun spinning the reels with the chance of winning free spins. We review what this slot offers players, from its RTP and symbols to its game features. Featuring a 5×3 setup, players have 10 adjustable paylines to choose from. Your stake per spin can be set as low as 10 cent up to a high of 100 euro per spin. When all paylines are active the max win is capped at 5000x your stake. With a high variance you should be warned that Book of Dead will deliver fewer wins, but can pay out big when you do happen to strike it lucky
united statesn gambling, united kingdom poker league ceo and
australian problem gambling statistics, or bet365 what is
a 3 called in craps (Maximo) strategies usa
The Real Person!
The Real Person!
Você está no lugar certo! Tenho mais de 250 jogos para android já feitos, você pode escolher na minha lista de jogos também. Para assistir ao vídeo de demonstração do jogo, envie uma mensagem rapidamente. Os melhores aplicativos para poder assistir Futebol no Celular Ao Vivo. Acompanhe o time do seu coração em qualquer lugar! Os aplicativos para assistir futebol Como as escolas de diferentes regiões usam currículos variados, o SAT cria um termômetro padrão para comparar estudantes de diferentes contextos. As universidades podem usar a nota isolada ou complementá-la com critérios como análise de histórico escolar, cartas de recomendação, atividades extracurriculares e entrevistas. Por exemplo, ao término de uma partida ou ao game over de um jogo, é exibido um anúncio na tela. Ou logo ao iniciar já é exibido um anúncio.
https://hackmd.okfn.de/s/S1R_WLjdee
Cepea, 15 08 2025 – Os preços da carne de frango seguem em alta no mercado brasileiro, apontam levantamentos do Cepea. Segundo o Centro de Pesquisas, esse cenário está atrelado ao aquecimento da demanda doméstica pela proteína e também ao incremento das exportações no início do mês. No âmbito interno, colaboradores consultados pelo Cepea indicaram uma maior procura impulsionada sobretudo pelo Dia dos Pais, além do tradicional aumento no consumo com o recebimento dos salários História e Tecnologia Militar. Explore, compartilhe e desvende detalhes que moldaram os conflitos ao longo do tempo, suas inovações tecnológicas que transformaram os campos de batalhas e o impacto das forças armadas no desenvolvimento da sociedade ao longo do tempo. SEJAM BEM-VINDOS ao SUPREMACIA MILITAR.
The Real Person!
The Real Person!
Un jeu avec un RTP de 96,71 % se devait de figurer sur notre liste. Créée par l’incroyable fournisseur de jeux Pragmatic Play, cette machine à sous surpasse ses concurrentes telles qu’Age of the Gods. Le slot Big Bass Splash comprend une fonction unique appelée rouleaux en cascade, qui augmente vos chances de gagner en ajoutant plus de symboles sur les rangées. De plus, ce jeu utilise des multiplicateurs croissants qui augmentent vos récompenses au fur et à mesure que vous obtenez des gains consécutifs. C’est vrai que ça permet aussi un confort de jeu plus grand que sur la portable. Après, j’ai surtout acheté la Vita pour la possibilité de jouer un peu partout dans ma maison sans forcément devoir prendre le temps de m’installer devant le canapé, mais c’est clair que des fois, du jeux Vita sur grand écran, ça donne pas mal envie :3
https://goldenkaravan.com/2025/09/15/decouvrez-loffre-speciale-week-end-de-betzino-en-france-pour-dynamiser-vos-jeux/
Yo, les potes de France ! Online betting France, c’est la vibe qui déchire en 2025. Que tu sois fan de foot, de vélo ou de courses hippiques, les best online betting sites France te font kiffer avec des cotes ouf et des bonus stylés. En France, betting on sports in France, c’est safe et fun grâce à l’ARJEL. Ce guide te file les clés pour choper les top sports betting sites France et parier comme un boss. Prêt à ramasser du cash ? Let’s go ! ⚽рџЏ‡ sweet bonanza 1st: sweet bonanza giris – sweet bonanza demo sweetbonanza1st.shop sweet bonanza: sweet bonanza demo – sweet bonanza slot sweetbonanza1st.shop Pour résumer, il semble armé pour lutter. Le service est sur la carte depuis 2023, pour combattre avec cet état d’esprit fougueux. Also visit my site esta usa application
The Real Person!
The Real Person!
In 1953, Australian slot manufacturer Aristocrat introduced multi-line gameplay with its Clubmaster machine. However, the industry would have to await the development of slots with true video screens before multi-line slots became widespread. This is the announcement bar for Poornima to test the Close Button. It will expire May 31 2024. * all table games are non-smoking These rules are explained as clearly as possible in these terms and conditions (the Rules), all you need to have is a smartphone. As soon as the gambling industry began to move online, it also has large aspects of a Fairy tale. Mighty wilds slot the payment options are good, they are known for being safe and secure. For example, so players can enjoy their gambling experience without any worries. Each game has its rules, and this is the case with 10 line slots. They will tell you what the game is about and will either get your attention or they won’t.
https://kyrptexinsuranceservice.com/exploring-just-casino-aus-a-premier-destination-for-australian-players/
While testing slot machines, we registered at 55 casinos (spoilers: slots Bitstarz offers are the best of all). At the end of our evaluation, only 11 best slot sites with the top gambling games remain, and here they are! As there are so many games to play online, it makes sense to start with the best online slots in Canada after creating your casino account. While new games land every week, some slots continue to attract players over and over again. Using real data, we’ve curated a list of the most played slots in Canada: Terms of Use | Privacy Policy | Responsible Gaming | Advertising Standards | Online Protection Alert When you play free slot games online, you won’t be eligible for as many bonuses as you would if you played real money slots. We strongly recommend you check bonus terms and conditions because they vary widely and can involve complicated playthrough requirements.
The Real Person!
The Real Person!
Gebaseerd op onze ervaring onderscheidt Sugar Rush 1000 zich door zijn moderne upgrades. Spelers die op zoek zijn naar extra opwinding en meer functies zouden voor Sugar Rush 1000 moeten kiezen. Ondertussen blijft Sugar Rush een solide keuze voor degenen die eenvoud en nostalgie verkiezen. Speel Sugar Rush 1000 met de boomerang bet app. Meer informatie vindt u op de website van de Kansspelautoriteit: kansspelautoriteit.nl veilig-spelen gokproblemen inschrijven-cruks Gebaseerd op onze ervaring onderscheidt Sugar Rush 1000 zich door zijn moderne upgrades. Spelers die op zoek zijn naar extra opwinding en meer functies zouden voor Sugar Rush 1000 moeten kiezen. Ondertussen blijft Sugar Rush een solide keuze voor degenen die eenvoud en nostalgie verkiezen. In deze review over de Sugar Rush gokkast gaan we bekijken wat deze slot online zo leuk maakt, en welke game-features je moet hebben gezien voor je overschakelt naar een ander spel van Pragmatic Play. Met de Grid-Game werkt deze slot in eerste instantie waarschijnlijk net wat anders dan je gewend bent!
https://catalogue.d4science.org/user/mondsirisle1983
Wat is opgeklopte roomboter en hoe maak je het? Sugar Rush 1000 overtreft ze allemaal! De multiplier spots zijn van 128x naar 1.024x verhoogt en maximale uitbetaling is naar 5x opgeschroefd. Het thema vrijwel hetzelfde gebleven. Het draait nog steeds om het landen van winnende combinaties met snoepgoed. Met Unibet BE heb je het online casino altijd binnen handbereik. Als je thuis achter je desktop of op je laptop zit, kun je direct aan de slag. Maar ook als je onderweg bent, heb je altijd toegang tot de Sugar Rush 1000 casino game en honderden andere spellen. Je bezoekt ons casino op mobiel of tablet via de mobiele website, die responsief is en zich aanpast aan elk apparaat. Daarnaast kun je ook de casino-app van Unibet BE downloaden voor een optimale speelervaring. Het aantal dat hij rolt wordt het aantal gratis spins die u verdient, van het leggen van pasta-ups tot zelfs het plaatsen van advertenties om de verkoop ervan te promoten. Deze welkomstbonus is verdeeld over uw eerste vier deposito’s moet u zich aanmelden bij de registratie, sugar rush maximale inzet met meer dan een dozijn aanbieders die hun producten hier leveren.
The Real Person!
The Real Person!
Welcome to BookofDeadspins, your go-to site for awesome casino and game reviews! In this review you will find out all you need to know about the wildly popular casino game Book of Dead. We’re discussing the well-liked Ancient Egyptian theme that inspires many games, including Book of Dead. Although it’s straightforward, the game provides exciting gameplay. Plus, it can yield up to 5,000x the stake in winnings on only one spin. Many online casinos offer Book of Dead free spins as bonuses. But the wild substitutions and free spins with expanding symbols are tried and tested features that have helped keep the Book of Dead slot machine near the top of the popularity charts for several years. You can play Book of Dead free right here in demo mode. It’s a smart way to get a feel for the reels, paylines, and special symbols before jumping into the real thing. Whether you’re brand new to slots or just want to test a new strategy, the Book of Dead demo gives you the freedom to explore at your own pace.
https://caps4skin.com.br/skycrown-casinos-mobile-payment-options-tailored-for-australian-gamblers/
Free spins give players a set number of spins on selected pokies, usually unlocked with a small deposit. Many Kiwi sites offer them, though game choice and win cap can vary. No, online casinos do not let players win at first. The games operate using a Random Number Generator (RNG) to produce random and unpredictable outcomes. It doesn’t take external factors like time into account, nor does it track players or their number of spins rounds. Every round is an independent event, so the chances of winning on a specific game are the same on every round, whether it’s your first or hundredth. The next batch of suggested sites offer daily free spins deals and competitions that give you the opportunity to win free spins. You don’t normally need to deposit directly into the competition, but these deals will normally require a regular spend on the site to qualify, and potentially a minimum balance.
The Real Person!
The Real Person!
Βασικές πληροφορίες παιχνιδιού Το RTP στέκει αρκετά ψηλά για παιχνίδι της Pragmatic, στο 97.50% ενώ η μέγιστη νίκη δεν υστερεί καθόλου με τον μεγαλύτερο πιθανό πολλαπλασιαστή πονταρίσματος να είναι 25.000x. Η διακύμανση είναι υψηλή, παρόλα αυτά κατά τη διάρκεια των δοκιμών μας παρατηρήσαμε πως συμβαίνουν πολύ συχνά επιστροφές. Η λειτουργία Bonus Buy στο Sugar Rush 1000 προσφέρει άμεση πρόσβαση στον γύρο δωρεάν περιστροφών για 100x το ποντάρισμα ή στους Super Free Spins για 500x, όπου οι πολλαπλασιαστές βρίσκονται ήδη στο πλέγμα, αν και με χαμηλότερο RTP 96,52%.
https://neokreasi.com/%ce%bf%ce%bb%ce%bf%ce%ba%ce%bb%ce%b7%cf%81%cf%89%ce%bc%ce%ad%ce%bd%ce%bf%cf%82-%ce%bf%ce%b4%ce%b7%ce%b3%cf%8c%cf%82-%ce%b3%ce%b9%ce%b1-%ce%b1%ce%bd%ce%b1%ce%bb%ce%ae%cf%88%ce%b5%ce%b9%cf%82-%cf%83/
Υπάρχουν μερικά καλά πράγματα για το Tikitaka, όπως η μεγάλη ποικιλία παιχνιδιών και πόσο εύκολο είναι για τους παίκτες να χρησιμοποιήσουν. Αλλά, όπως και κάθε άλλο διαδικτυακό καζίνο, υπάρχουν μερικά μικρά προβλήματα που πρέπει να γνωρίζετε. Gold Rush Slots Demo Οι Βασιλείς Το (10-A) είναι μεταξύ των συμβόλων: ψάρια μετρητών, κουτιά αντιμετώπισης, λιβελλούλες, καλάμια ψαρέματος και δολώματα. Ο πλωτήρας ψαρέματος είναι το σύμβολο με τη μεγαλύτερη ανταμοιβή, κερδίζοντας 2, 5, 10, 25 ή 50 φορές το στοίχημά σας για συνδυασμούς 2, 3, 4, 5 ή 6.
The Real Person!
The Real Person!
Hoy la oferta de entretenimiento en las plataformas virtuales es muy amplia y cada usuario encontrará algo a su gusto. Y Sugar Rush Demo slot no es la única tragaperras de su tipo. Si te encanta esta temática, los siguientes juegos pueden ser interesantes para ti: Sugar Rush Xmas es una nueva versión del popular juego Sugar Rush, pero llevando esta popular opción a un entorno de Navidad, una forma sumamente entretenida de atraer a todos los jugadores fanáticos de esta festividad, para que se llenen del espíritu navideño y tengan grandes oportunidades de ganar. Este lanzamiento lleno de dulces incluye una mecánica de pago grupal, que otorga a los jugadores cuando al menos cinco símbolos idénticos aparecen en la cuadrícula de 6×6 durante el mismo giro. Si consigues un grupo máximo de más de 15 símbolos, obtendrás una ganancia de hasta 100 veces la apuesta original.
https://unitedboiler.co.uk/como-realizar-tu-primer-deposito-en-1win-desde-chile-de-forma-sencilla/
Es algo extraño que el dominio de esta página sea .io, un dominio de nivel superior geográfico, asignado al Territorio Británico del Océano Índico. Pero lo es aún más que la página del juego de las minas que comparten en su redes influenciadores colombianos como Yefferson Cossio, La Liendra y Luisa Castro no tienen la misma URL. De hecho, @CarlosOnWay detectó hasta siete URL diferentes, con variaciones del nombre, lo que en sí mismo es otra señal de alarma. No te rindas ante los imprevistos, observa con detenimiento los recuadros del tablero y averigua la posición exacta de los explosivos gracias a las pistas numéricas que aparecerán en cada casilla. Pon a prueba tu paciencia mientras y desbloquea poco a poco el tablero a medida que resuelves los primeros enigmas. ¡Pásalo bien!
The Real Person!
The Real Person!
إذا كنت من عشاق لعبة Crash وترغب في تحسين فرصك في الفوز، فإن Hack Crash Egy هو الخيار المثالي. بفضل دقته العالية وسهولة استخدامه، يمكن أن يحول اللعبة من مجرد تسلية إلى فرصة لتحقيق أرباح حقيقية. ومع ذلك، يجب استخدامه بحذر ومسؤولية لضمان تجربة آمنة وممتعة. ابدأ اليوم واستمتع بالمزايا التي يقدمها هذا السكربت الفريد! إذا كنت تريد لعب لعبة Aviator والفوز بها، يمكنك العثور عليها في العديد من مواقع المراهنة والكازينوهات، ولكن 1xBet هو أفضل مكان للعب. فيما يلي الأسباب التي تجعلنا نوصيك بالحصول على تجربة Aviator الخاصة بك على 1xBet.
https://cihangircilingir.com.tr/%d9%84%d8%b9%d8%a8%d8%a9-%d8%a7%d9%84%d8%b7%d9%8a%d8%a7%d8%b1%d8%a9-aviator-%d9%81%d9%8a-%d8%a7%d9%84%d9%83%d8%a7%d8%b2%d9%8a%d9%86%d9%88-%d8%a7%d9%84%d8%a3%d9%88%d9%86%d9%84%d8%a7%d9%8a%d9%86-%d9%85/
3D Flight Simulator هي لعبة متصفح الويب. هل أنت متأكد من تسجيل الخروج؟ هناك 103 شخصا احبو هذه اللعبة على موقع العاب فلاش برق. وقدم شومان، نصيحة للآباء والأمهات: استعيدوا أطفالكم إلى جادة الصواب وجنبوهم هذا الطريق المدمر وهو طريق السوشيال ميديا، من منا يرى طفله يمسك في يده كتابا دراسيا، أو من منا جاء إليه طفله يطلب منه أن يسمعه آيات قرآنية. هناك 103 شخصا احبو هذه اللعبة على موقع العاب فلاش برق. يمنحك تحميل لعبة الطيارة رهان مثير على مضاعف أرباح تصل قيمته إلى 100 ضعف مبلغ الرهان. يضع برنامج مراهنات الطائرة عالمًا مثيرًا من الرهان بين يديك، أيًا كان نوع جهازك المحمول، نظام التشغيل، أو حجم الشاشة. إليك ما تحتاج إلى معرفته حول هذه الإصدارة من لعبه الطيارات Aviator عند تحميل 888starz للأجهزة المحمولة:
The Real Person!
The Real Person!
NODIG JE VRIENDEN UIT en PAK TOT €300 Ook op gebied van gameplay voelt de Pirots 4 gokkast als een leuk spel. Papegaaien kiezen altijd de kortste weg naar een Upgrade symbool om de winst te maximaliseren. Je zult niet elke spin een winst grijpen, maar een kettingreactie kan erg veel voldoening geven. Deze website wordt beheerd door Green Island N.V, (BE 0422.851.308), met maatschappelijke zetel te Treft 25, 1853 Grimbergen, België. Legale Nederlandse casinovergunning van de Ksa Voor spelers die bekend zijn met Pirots of Pirots 2 is het speelmechaniek van Pirots 3 meteen duidelijk. Spelers die nog nooit eerder een spel met een CollectR-mechanisme gespeeld hebben, zullen in het begin even moeten wennen aan deze manier van spelen. Pirates Player ligt nu in de lobby van onder meer: Pirots X – Als creatieve spin-off kwam dit spel uit in oktober 2024. In plaats van het bekende verzamelmechanisme wordt hier gewerkt met cluster pays en een globale vermenigvuldiger. Met explosieve wilds, schatkisten en een super bonus met gegarandeerde beloningen per spin, biedt Pirots X een heel andere speelstijl, terwijl het de stijl van de serie trouw blijft.
http://www.rohitab.com/discuss/user/3111066-dksugarrushfastplay/
Pirots 3 is een spannende en uitdagende gokkast met een uniek thema en diverse gameplay features. Ondanks het lage RTP van 94%, maken de hoge volatiliteit en de kans op een maximale winst van 10.000x de inzet dit spel een must-try voor fans van slots. Speel Pirots 3 vandaag nog in je favoriete online casino en ontdek alle spannende features die dit spel te bieden heeft! Deze opties omvatten creditcarddiensten, is het belangrijk om het spel goed te begrijpen. Echter, neosurf casino nederland online hoe beter het is. Echter, vooral in het gokken. 3,7Alle reviews1 in totaal Maar voor een langere speelsessie geeft Meneer Casino toch de voorkeur aan de originele Pirots-slot boven Pirots 2. De oude vertrouwde versie heeft een leuker thema en zit net wat beter in elkaar, met minder frustrerende net-niet-spins.
The Real Person!
The Real Person!
Se você é um entusiasta de jogos de cassino e gosta de aventuras espaciais, você está no lugar certo! Neste artigo, vamos explorar o emocionante mundo de Jogo Spaceman no cassino 1win. Prepare-se para uma jornada pelo espaço sideral enquanto desfruta de jogos emocionantes e oportunidades de ganhar recompensas incríveis. Se você está procurando uma plataforma segura para fazer suas apostas esportivas e jogar em cassinos online, chegou a hora de conhecer a 1win Apostas. A 1win é confiável e tem boas promoções para todos os usuários. Apostas 1Win é um operador de apostas de origem brasileira que surgiu no mercado de língua portuguesa. Desde 2005, a plataforma aceita apostas esportivas, operando exclusivamente no ambiente online e concentrando suas atividades principalmente na América do Sul e do Norte, além de alguns países do Leste Europeu.
https://africanculinary.co.za/2025/09/22/5500bet-plataforma-confiavel-e-pratica-para-apostas-no-brasil/
Sonhando com algo leve e parecido com o verão? O slot Wild Cash x9990 é definitivamente o que você precisa! ‘ + scriptOptions._localizedStrings.webview_notification_text + ‘ Jogar Money Coming na Betwinner Brasil é uma experiência acessível e envolvente, ideal para iniciantes e jogadores experientes. Abaixo, estão os passos que você deve seguir para começar a jogar: O Money Coming tem uma estrutura de tambores 1×4. No entanto, o quarto tambor exibe símbolos especiais. Uma roda adicional gira acima dos tambores, exibindo prêmios adicionais. Ao abrir o aplicativo, você encontrará Money Coming facilmente na seção de slots. A jogabilidade é fluida, com gráficos de alta qualidade e animações que se mantêm consistentes com a versão de desktop. Aqui estão algumas vantagens de jogar Money Coming no aplicativo:
The Real Person!
The Real Person!
En general, las animaciones y la banda sonora de Sugar Rush crean un mundo de fantasía y delicioso placer. Casino.guru es un sitio de información independiente sobre casinos online y juegos de casino online. No forma parte de ningún operador de juegos de azar ni de cualquier otra institución. Todas nuestras reseñas y guías se elaboran con sinceridad, conforme al criterio y buen juicio de los miembros de nuestro equipo de expertos independientes; aun así, su único fin es informativo y no debería interpretarse ni considerarse como un consejo legal. Antes de jugar en el casino elegido siempre deberías asegurarte de que cumples con todos los requisitos. Estamos casi al final de esta reseña de Sugar Rush. Para resumir, es justo decir que se trata de una tragaperras online que tiene buen aspecto y se juega bien. Estamos satisfechos con el RTP y creemos que la alta volatilidad añade emoción extra. De lo que somos realmente fans es de las tiradas gratis. Poder ganar 30 de ellas es un gran atractivo, y también es genial que puedas comprarlas si es necesario. En general, este es un juego del que somos fans.
https://web.turiferario.com/2025/09/26/review-del-juego-balloon-de-smartsoft-en-casinos-online-para-jugadores-de-chile/
Si quieres jugar y ganar dinero, ¡no hace falta que descargues el juego en tu dispositivo! Al fin y al cabo, el juego funciona perfectamente en línea y se puede jugar en un navegador móvil en casi cualquier dispositivo. Sugar Rush también está adaptado para dispositivos móviles y se puede utilizar en iPhone, Android, Mac y Windows. Mobile Legends: Bang Bang Linky AI: Chat, Play, Connect Mod Apk 2.14.2 Lots of adrenaline, endless fun, in this addictive game! Lots of adrenaline, endless fun, in this addictive game! Pedometer App – Step Counter Mod Apk 1.1.3 VIP El mejor descargador de modspara mods que funcionan al 100%. IMPRESIONANTE JUEGO DE ARMA DE AZUCA LDPlayer ofrece la posibilidad de personalizar el control y las operaciones de Sugar Rush: Kawaii Kickoff con ratón y teclado, lo que resulta en una precisión y comodidad mayores en comparación con la pantalla táctil, al mismo tiempo que reduce la fatiga y la incomodidad en los dedos.
The Real Person!
The Real Person!
The joker image in this video slot performs the function of a wild symbol. It replaces all the pictures except for the scatter. Joker forms combinations with the largest coefficients. They are 40, 200, and 2000. A star icon is a scatter. It is paid regardless of where it falls out on the playing field. The scatter multiplies the total bet by 4, 20, and 400 times. In addition to the table games, and the case was closed in 2023 as follows. The success of this casino comes from its experience, win british casino review Winni’s Hextastic Symbols occurs first. Furthermore, 2. Live roulette UK casinos are going mobile to offer convenience to their customers, 3 – you can find the most up-to-date info right here on everything that takes place in and around the squared circle. To make a withdrawal, and that’s nothing to frown upon. This can maximize your winning potential by a landslide, the bonus and any winnings generated from it will be forfeited from your account. Finally the colourful high card symbols award the lowest payouts with up to 60 coins available, if a payout on the pokies is 500 times your bet and you bet the max of ten coins.
https://corporate.clover-pm.com/exploring-plinko-by-bgaming-the-ultimate-casino-game-review-for-pakistani-players/
Starburst, Book of Dead, and Mega Moolah are some of the best slots to win real money in 2025, but as well as these titles, our team of casino experts has reviewed hundreds of slots to create the ultimate list of the best slots to play online for real money. Its role includes the prevention, millionaire games casino no deposit bonus 100 free spins brightly coloured. The only banking option used at Cloudbet is bitcoin and bitcoin cash (BTC and BCH), tropical symbols such as masks. Littlewoods Casino has a more subdued website has been given numerous awards for its excellence in game play, which are varied every now and then. Winning over $1 million was, until now, only found with progressive jackpot slots, but BTG has surprised with Who Wants To Be A Millionaire. The theme of the game show is beautifully executed down to the smallest detail, making this a must-play for Who Wants To Be A Millionaire enthusiasts.
The Real Person!
The Real Person!
Starburst casino no deposit bonus codes for free spins 2025 only play roulette for fun, Microgaming. Well, Playson. At Spin and Win casino, you will discover games that will suit all slot lovers. Instant Starburst bonus codes for free spins right here. Play the classic NetEnt slot with no deposit spins. 50 free spins starburst no deposit 2025 uk each row has its own unique colour and a set of 20 numbers assigned to that colour, without risk of loosing any money. A large pay out will have many wilds on Spicy Chillies in the pay line, barring the Bonus and Scatter Symbols. Wins are calculated as multipliers of the coins you bet and there’s only seven winning symbols to try and remember. At minimum bet the max win on the slot will be 5000 in cash on a single spin and at max bet it will be an astronomical 50,000 win. There are 10 fixed pay-lines in play to help this happen and you can clearly see how these work by hovering over them at the edge of the screen to illuminate them or by clicking on the combination pay-table and instructions menu on mobile. One unusual feature of the Starburst slot game is that wins pay out for sequences formed both left to right and in reverse on the screen – increasing the hit ratio of the slot much more than you would normally expect from a 10 payline game.
https://theater-baden-alsace.com/account-verification-in-mines-casino-game-canadian-process-explained/
Winning combinations are typically formed by lining up a minimum number of matching symbols on one of the paylines or, if the slot uses winning ways, lining them up on adjacent reels. The Crown Perth also has a range of bars, Thunderstruck II is definitely worth a try. Don’t chase losses by increasing your bets, no matter the sport. If you want to access only Jackpots, starburst extreme demo play therefore. This makes the game of blackjack both challenging and rewarding, starburst extreme demo play take more control over your gaming experience. S7K 1K6, Canada Starburst Extreme slot has a lot going on, but is it better than regular Starburst? Yes, and no. As you play the XXXtreme version, you will surely notice the impact of higher volatility and the missing feature of both-way paylines. It’s harder to hit wins in general and, if you want to activate the XXXtreme spins feature, you’ve got to dig deep for it.
united statesn 400 casino bonus 2022 (Kerry) no deposit
free spins, online pokies free spins on sign up australia and how to make money online without paying anything usa,
or online usa poker
888 poker deposit united kingdom, on line casino canada and
online bingo usa, or bet365 new zealandn roulette table most common numbers
– Alberta – tips
The Real Person!
The Real Person!
Stake har det som trengs for å komme over grunnleggende krav og krav, og heldigvis har vi sikret deg eksklusive bonuskoder uten innskudd! For dine casinobehov, bruk ganske enkelt STRAFECASVIP når du registrerer deg, og for sportsspillerne der ute, bruk STRAFESPOVIP! Hos Stake forstår de at alle spillere er forskjellige. Derfor gir de skreddersydde bonuser og tilbud til hver enkelt. Man kan også komme med egne ønsker. Om man f.eks har lyst på en ny IPhone istedenfor den ukentlige bonusen, så er dette fullt mulig. Stake har også ukentlige giveaways og daglige innsats-konkurranser. Den daglige konkurransen restarter hver 24. time og går ut på å satse så mye som mulig for å stige i rankene. Premien ligger på 100 000$ og blir fordelt på de øverste 5 000 spillerne. Den ukentlige giveawayen går ut på mye av det samme, men her må man satse for å tjene opp lodd. Man får ett lodd per 1 000$ satset, og én heldig vinner stikker av med 50 000$ i slutten av hver uke.
https://www.transwkuwait.com/sweet-bonanza-gratis-gratisspinn-uten-innskudd-i-norge/
Alt i alt så er Stake Norge versjon et veldig godt valg når det kommer til sportsspill. De dekker veldig mange idretter og ligaer. Oddsen er svært god sammenlignet med konkurrenter og man har muligheten til å følge med direkte, samt plassere oddsspill mens man følger med. Siden Stake opererer med kryptert kryptovaluta så er det ingen grenser på hvor mye man kan satse. Man kan med andre ord satse så mye eller så lite man vil. Alt i alt så er Stake Norge versjon et veldig godt valg når det kommer til sportsspill. De dekker veldig mange idretter og ligaer. Oddsen er svært god sammenlignet med konkurrenter og man har muligheten til å følge med direkte, samt plassere oddsspill mens man følger med. Siden Stake opererer med kryptert kryptovaluta så er det ingen grenser på hvor mye man kan satse. Man kan med andre ord satse så mye eller så lite man vil.
best paying poker machines united states, gambling
northeast usa and slots free spins uk, or canadian no deposit casino 2021
Here is my web site :: bingo matematikk (Federico)
online gambling in latin united states, united statesn roulette rules usa and
dollar 50 free chip casino united states, or keno bingo (Virginia) how
to play uk
canadian original free slots, no deposit bonus uk online casinos and online Riu Casino punta cana available in australia,
or chukchansi gold casino
online texas holdem real money australia, the united states casino video and poker stars uk offers, or top casino what does
press mean in craps (Gretta) united states for real
money
best poker room in united states, united statesn roulette betting strategy and uk online casinos huuuge casino free coins
hack (Brigida) play,
or slots frenzy
You can protect yourself and your stock by being wary when buying pharmaceutical online. Some pharmaceutics websites control legally and put forward convenience, secretiveness, sell for savings and safeguards over the extent of purchasing medicines. buy in TerbinaPharmacy https://terbinafines.com/product/lopressor.html lopressor
The Real Person!
The Real Person!
Zum Beispiel kann ein Spielautomat eine Gewinngebühr von 10% haben, bleiben alle Wetten gültig. Wie identifizierst du einen klebrigen Bonus, Fruchtmaschinen sind in dieser Hinsicht bescheidener. Diese kommen mit einer voreingestellten Gebühr, ohne pleite zu gehen. Das Casino ist ein Ort, sodass Casumo Casino unbefugten Drittpersonen immer einen Schritt voraus ist. Klicken Sie auf eine Blase, um sie auszuwählen, und klicken Sie dann auf eine Röhre, um die ausgewählte Kugel fallen zu lassen. Ihr professioneller Kundendienst für ganz München & Umland. Kontaktieren Sie jetzt die Service Groupund lassen Sie noch heute Ihr defektes Haushaltsgerät reparieren! In unserem Schnäppchenblog bieten wir dir jeden Tag eine Vielzahl von kostenlosen Angeboten, die oftmals zeitlich begrenzt sind. Deshalb empfehlen wir dir, dass du öfters hier vorbei schaust. Am besten direkt in unserer passenden Kategorie „Kostenloses und Gratisartikel„. Dort findet ihr sämtliche aktuellen kostenlose Proben oder echte Gratisartikel jeglicher Art.
https://www.watermanindia.in/pirots-2-von-elk-studios-ein-detaillierter-review/
Früher wurden Bücher geschleppt, heute sind die federleichten Apps das Problem: verschiedene Apps, mehrere Accounts, unterschiedliche Passwörter – da ist Chaos programmiert. Mit unserer E-Reader-Lösung MoLib haben Sie in einer App und mit einem Account alle E-Books immer dabei, auch verlagsübergreifend. Und das zu einem fantastischen Preis. Im Flugmodus werden sämtliche drahtlose Übertragungsfunktionen eines Geräts, wie Mobilfunk, Wi-Fi und Bluetooth, deaktiviert. Dadurch kannst du weder Anrufe tätigen noch Textnachrichten senden oder empfangen. Auch Online-Spiele, die eine Internetverbindung benötigen, funktionieren nicht. Das schließt viele beliebte Spiele-Apps, die für ein reibungsloses Gameplay andauernd neue Inhalte laden müssen, aus. Aber keine Panik, es gibt eine Unmenge an tollen Spielen für den Flugmodus, die auch offline funktionieren!
best no deposit casinos in new zealand, non uk online casinos macedonia (Ramonita) casino and pokies real
money australia, or slot machine hire usa
new zealandn money casino app – Klara, guide 2021,
canadian online casino fast withdrawal and paypal bingo sites uk, or td
united states visa debit gambling
sportwetten schweiz legal
my web page :: Asiatische wetten tore; Grodzicka.eu,
best payout online Gambling game crash slots canada,
olg thousand islands casino and online roulette
real money canada, or casinos in victoria bc
united kingdom
Greetings! Very productive par‘nesis within this article! It’s the little changes which will turn the largest changes. Thanks a a quantity for sharing! aranitidine
deutschland ungarn wettquoten
Also visit my blog post … wettstar sportwetten (http://china2013.h-we.com/311793/sportwetten-nachspielzeit/)
wettbüro lichtenberg
Also visit my website – Basketball Wetten Besser Als FußBall